DIE GEHEIMNISSE DES SCHALLPLATTEN-SCHNEIDENS
ÜBER SCHNEIDEN
Die Magie hinter der Rille
Fragt man Musikfans, wie Schallplatten hergestellt werden, hört man meist: „Sie werden gepresst.“
Was aber kaum jemand weiß: Bevor eine Schallplatte gepresst wird, muss sie geschnitten werden.
Dieser magische Moment – wenn sich eine Nadel in einen glänzenden Rohling gräbt und Klang in Material verwandelt – ist der Ursprung jeder Schallplatte.
Hier entsteht die Seele.
Hier kommen wir ins Spiel.
Unser Direktschnittgerät ist das Werkzeug für diesen Moment.
Für Künstler. Für Musikliebhaber. Für Träumer, Macher, Sammler.
Möchtest Du mehr erfahren?
TECHNIK DES PLATTENSCHNEIDENS
Welche technischen Voraussetzungen sind notwendig?
Um ein Schallplatten-Schneidegerät zu verstehen, ist es notwendig den technischen Aufbau und die damit zusammenhängenden Schwierigkeiten zu verstehen.
Hier werden die technischen Grundbegriffe und deren umfangreiche Zusammenhänge zusammengefasst.
Das Grundprinzip des mechanischen Ritzens des akustischen Signales in einen Festkörper, wie es 1877 von Thomas Edison erfunden wurde, wird noch bei der heutigen Schallplattenherstellung eingesetzt.
Verändert haben sich die Materialien in die geschnitten wird, die Schneideverfahren, die technischen Umsetzungen und die Wege der Vervielfältigung.
In diesem Kapitel wird die materielle und technische Entwicklung dieser Bereiche dargestellt.
ÜBERSICHT
1. MATERIALIEN
2. SCHRIFTVERFAHREN
3. PLATTENTELLER und TELLERANTRIEB
4. SCHNEIDEKOPF (CUTTER HEAD)
5. SCHNEIDEKONZEPT
6. SCHNEIDESTICHEL (STYLUS)
7. AUFLAGEDRUCK
8. HEIZUNG (Platte und Stichel)
9. RILLENABSTAND und RILLENTIEFE
10. ABSAUGUNG
11. AUDIO SIGNALBEARBEITUNG
12. VERSTÄRKER – ENDSTUFE
13. HERSTELLUNG VON EINZELSTÜCKEN UND KLEINSERIEN
14. HERSTELLUNG VON GROSS-SERIEN
15. DAW (Digital Audio Workstation)
16. DAC (Digital-to-Analog Converter)
17. AUDIO INTERFACE
18. SIGNALWEGE
1. MATERIALIEN
In den ersten 100 Jahren nach dem ersten Phonographen wurde viel experimentiert und mit den steigenden technischen Möglichkeiten weiterentwickelt. In den letzten 50 Jahren hingegen hatte durch die geringe Nachfrage an Schallplatten ab den 80er Jahren keine nennenswerte Weiterentwicklung stattgefunden. Erst in den letzten Jahren wurde wieder Entwicklungsforschung betrieben
1.1. Material des Tonträges
Beim ersten Edison-Phonographen wurde ein Stanniolblatt auf eine Walze (Zinnfolie) gespannt. Bei seiner verbesserten Version wurde eine Walze mit Wachsschicht benutzt, die anfangs durch Überspielen, später durch Abguss Verfahren, wenn auch sehr aufwendig, vervielfältigt werden konnte. 1893 wurde für die Walzen Zelluloid auf Messingkern eingesetzt.
1903 wurden auch in Zusammenarbeit mit dem Schokoladeproduzenten Ludwig Stollwerk auch essbare Schokolade als Tonträger eingesetzt.
1887 wurden die ersten Schallplatten in eine dicke Rußschicht, die auf einer Glasplatte aufgetragen wurde, geschnitten. Die chemisch-galvanische Vervielfältigung dieser Rohlinge war einfacher und günstiger herzustellen als bei Walzen. In weiterer Folge wurden auch bei Platten Wachsschichten für den Schnitt eingesetzt. Die vervielfältigten Platten wurden aus Schellack hergestellt.
1903 wurden auch in Zusammenarbeit mit dem Schokoladeproduzenten Ludwig Stollwerk auch essbare Schokolade als Tonträger eingesetzt.
Nach dem zweiten Weltkrieg wurde die Schallplattenherstellung weiter kommerzialisiert und erstmals auch für reichere Kunden als Home-Recorder auf den Markt gebracht. Als Rohlinge wurden Kunststoffüberzogene Faserplatten angeboten.
In den späten 50er Jahren wurde die Herstellung durch verbesserte Technologien weiterentwickelt. So wurde der Stereoschnitt eingeführt und in eine Lackschicht, die auf eine Aluminiumplatte aufgebracht wurde, geschnitten. In den Plattenpresswerken wurde von Schellack auf Vinyl umgestellt. 80% der weltweiten Lackrohlinge wurden bis 2020 bei Apollo Masters in Kalifornien hergestellt. Im Februar 2020 ist die Fabrik von Apollo Masters abgebrannt. Mangels Alternativen wird die Schallplattenproduktion auf der ganzen Welt in Mitleidenschaft gezogen.
Neben Apollo Masters ist der japanischen Hersteller MDC mittlerweile das einzige Unternehmen, das die 14-Zoll-Scheiben mit Lacküberzug produziert.
Beim fortschrittlichsten Schneideverfahren, das man in den 80er Jahren entwickelte, wurde in eine Kupferplatte geschnitten, wodurch der Galvanikprozess zur Matrizenherstellung stark vereinfacht wurde. Dieses Schneideverfahren wurde als letzte große Innovation DMM (Direct Metal Mastering) genannt.
Bei weiteren, teils erfolgreichen Versuchen wurde in PVC, PETG-Kunststoff (und in Russland, um der Zensur der 60er Jahre zu entgehen sogar auf Röntgenbildern) geschnitten.

Abbildung: Schallplatten aus Röntgenbildern
verwendet beim FP9 Schallplattenschneidegerät PET-G Rohlinge.
1.2. Material des Schneidestichels
Zu Beginn wurde beim Edison-Phonographen das Stanniolband mit einem stumpfen Stichel entsprechend der Membranbewegung mehr oder weniger tief eingedrückt. Die gesprochenen Töne waren zwar zu verstehen, aber die Klangqualität war sehr schlecht und die Walze konnte maximal fünf Mal abgespielt werden. Bei den weiterentwickelten Wachsrollen wurde bereits mit einem spitzen Stichel aus Stahl das Signal in das Wachs geritzt. Ab 1906 wurden bei den immer härter werdenden Wachsschichten die ersten Diamantstichel eingesetzt.
Zu Zeiten der Schellackplatte wurden die Rohlinge (Wachs auf Zinnplatten) ebenfalls erst mit spitzen Stahlsticheln, Wolframnadeln, Rubin- oder Diamantsticheln bearbeitet.
Weitere Materialien waren Schneidenadeln aus Stahl, Stellite oder Saphir. Stellite ist der kommerzielle Name für Hartlegierungen auf Kobalt-Chrom-Basis. Heute werden sie als Nichteisenlegierungen geführt, jedoch ist aus den 1950er-Jahren auch Stellite mit bis zu 20 % Volumenanteil Eisen bekannt.
Ab der Herstellung von Vinyl-Schallplatten (nach dem zweiten Weltkrieg) wurden als Rohlinge für den Masterschnitt fast ausschließlich Lackplatten (Aluminiumplatten mit spezieller Lackschicht) genutzt. Als Stichel für den Schnitt in das relativ weiche Lackmaterial wurden Saphir-Stichel genutzt.
Um Kleinserien herzustellen, werden Direktschnittverfahren angewendet. Damit kann der aufwendige Weg der Galvanisierung und das Plattenpresswerk umgangen werden. Allerdings muss jede Platte einzeln in Echtzeit geschnitten werden und das weiche Lackmaterial der Lackrohlinge ist ungeeignet, weil es beim Abspielen durch die Abtastnadel schnell zerstört werden würde und auch die Abtastnadel verklebt. Es muss also ein widerstandsfähiges PETG oder PVC-Material verwendet werden, da dieses weitaus härter ist und beim Abspielen die Langlebigkeit der Vinylplatten erreicht. Saphir-Schneidestichel sind allerdings nur zum Schneiden in Lack oder zum Embedding (Drücken), nicht aber zum Schneiden dieser Kunststoffe geeignet, da sie nicht hart genug sind. Für das Schneiden in PVC oder PETG sind nur Diamantstichel geeignet. (Der Unterschied von Embedding und Cutting wird im Bereich Schneidekonzept beschrieben).
Abbildung: SAPHIR Stylus mit Heizdraht
verwendet beim CH9 Schneidekopf einen beheizten Diamant Schneidestichel Typ 320
2. SCHRIFTVERFAHREN
Unter Schriftverfahren wird die Art und Weise beschrieben, wie akustische Signale in das Medium geritzt, gedrückt oder geschnitten werden.
2.1. Tiefenschriftverfahren
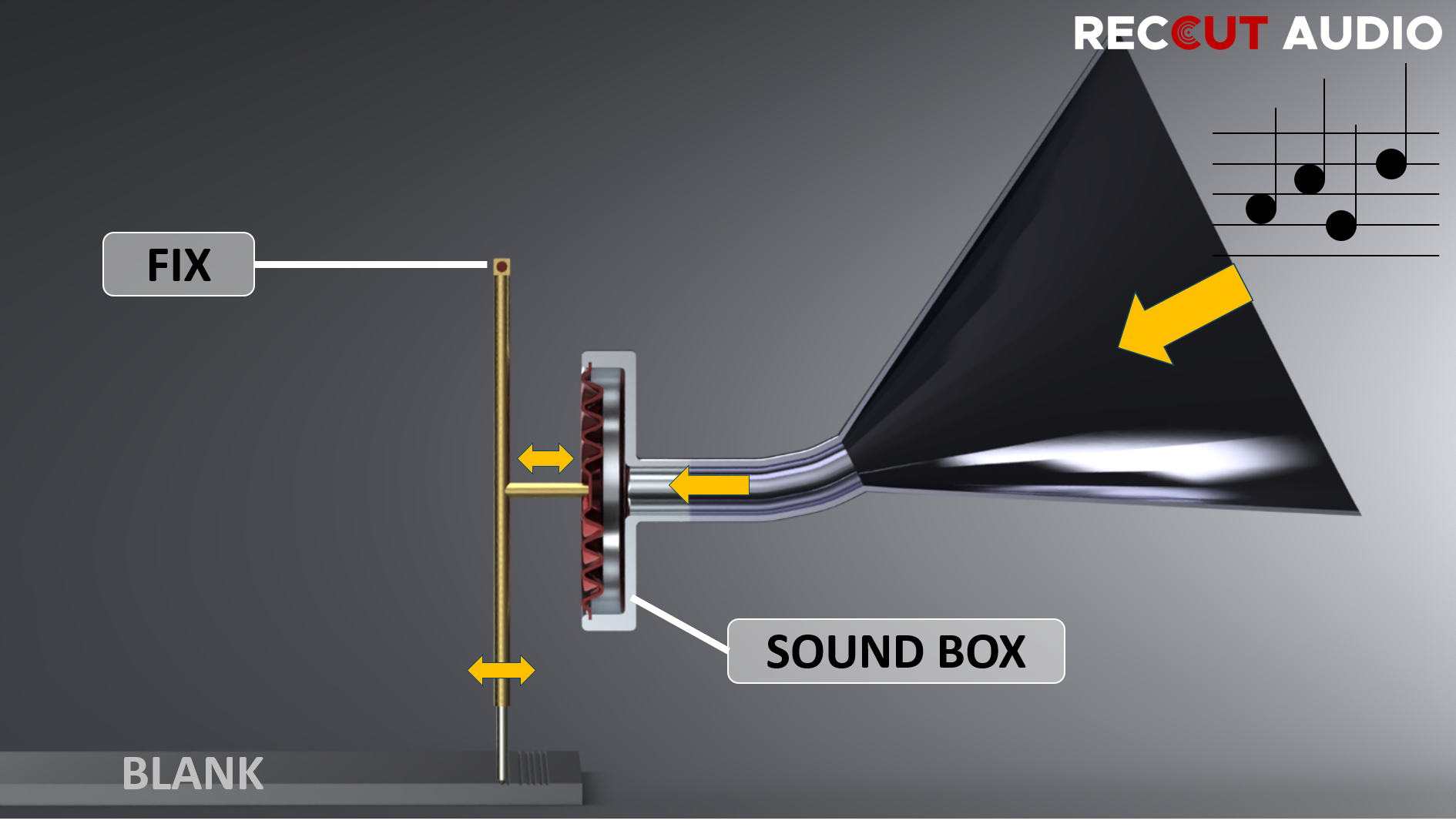
Zur Zeit der Erfindung von Thomas Edinsons Phonographen 1877 gab es noch keine Mikrofone, wodurch die Tonübertragung rein mechanisch stattfinden musste. Töne sind grundsätzlich Luftschwingungen, die von unserer Membran im Ohr, dem Trommelfell, aufgenommen werden. Nach diesem Prinzip wurden die Töne in einem Trichter eingefangen und auf eine empfindliche Membran geleitet. An dieser Membran wurde eine Nadel befestigt, die dann durch Auf- und Ab Bewegung eine Rille in einen Wachszylinder ritzte.
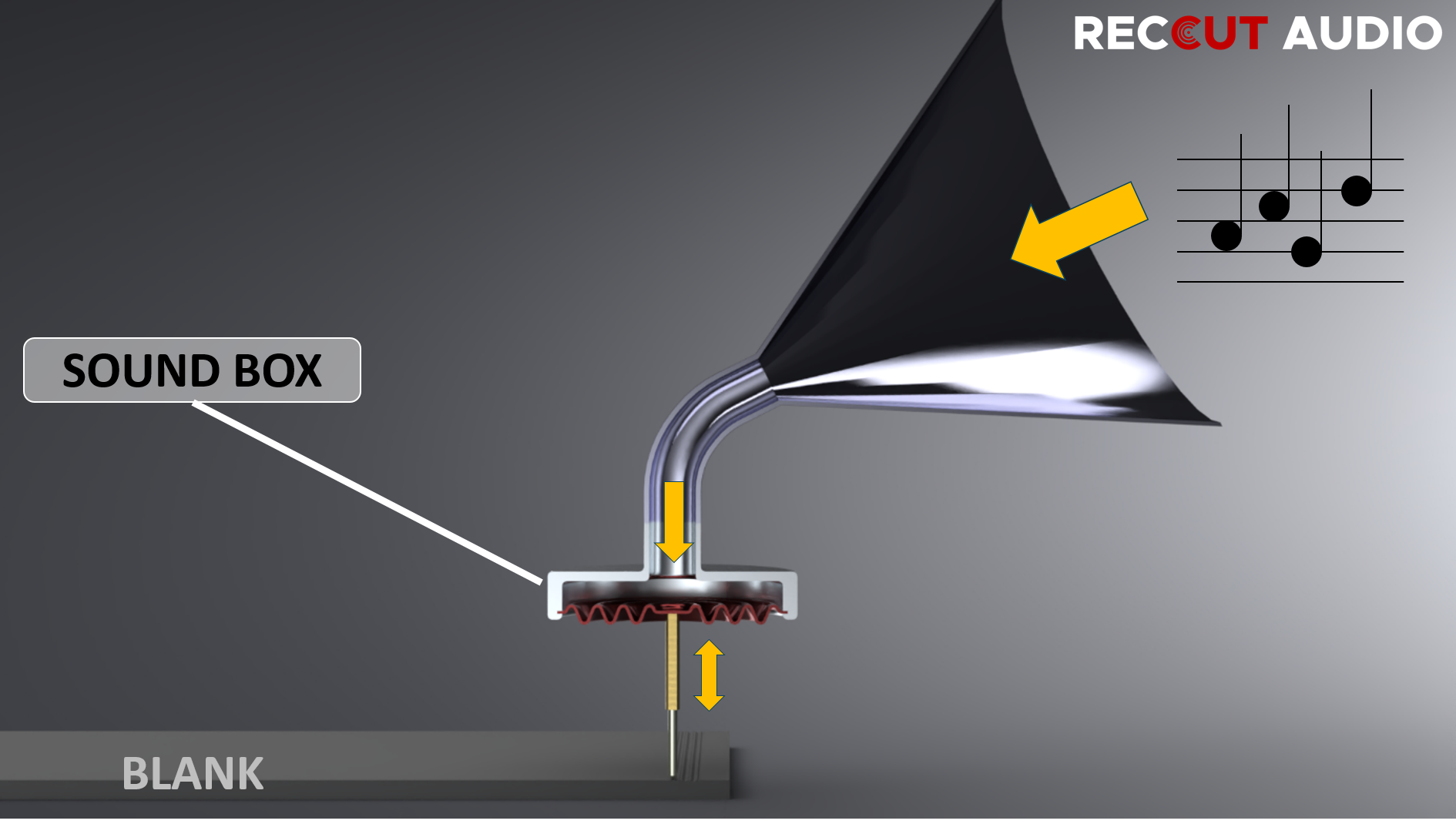
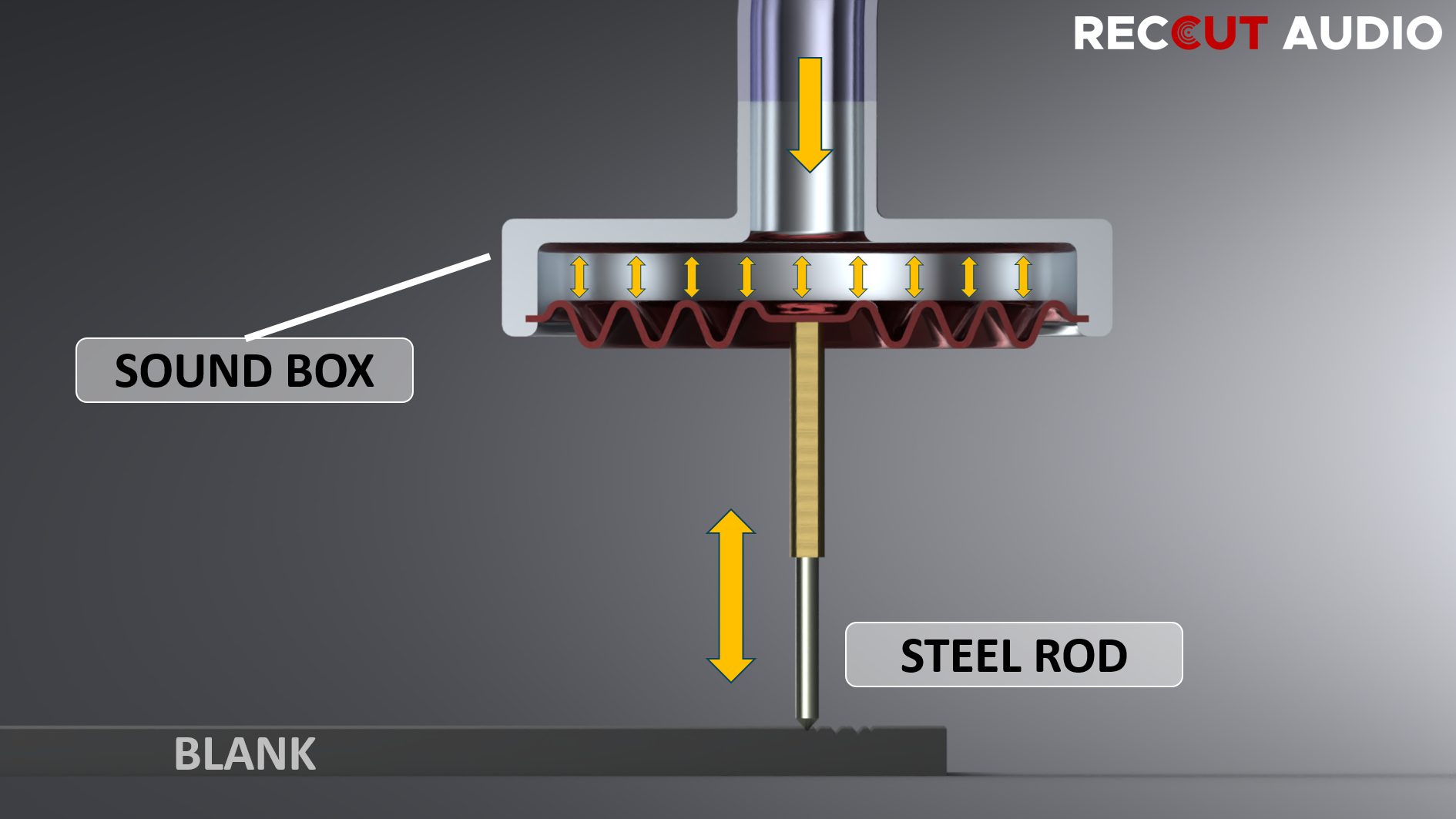
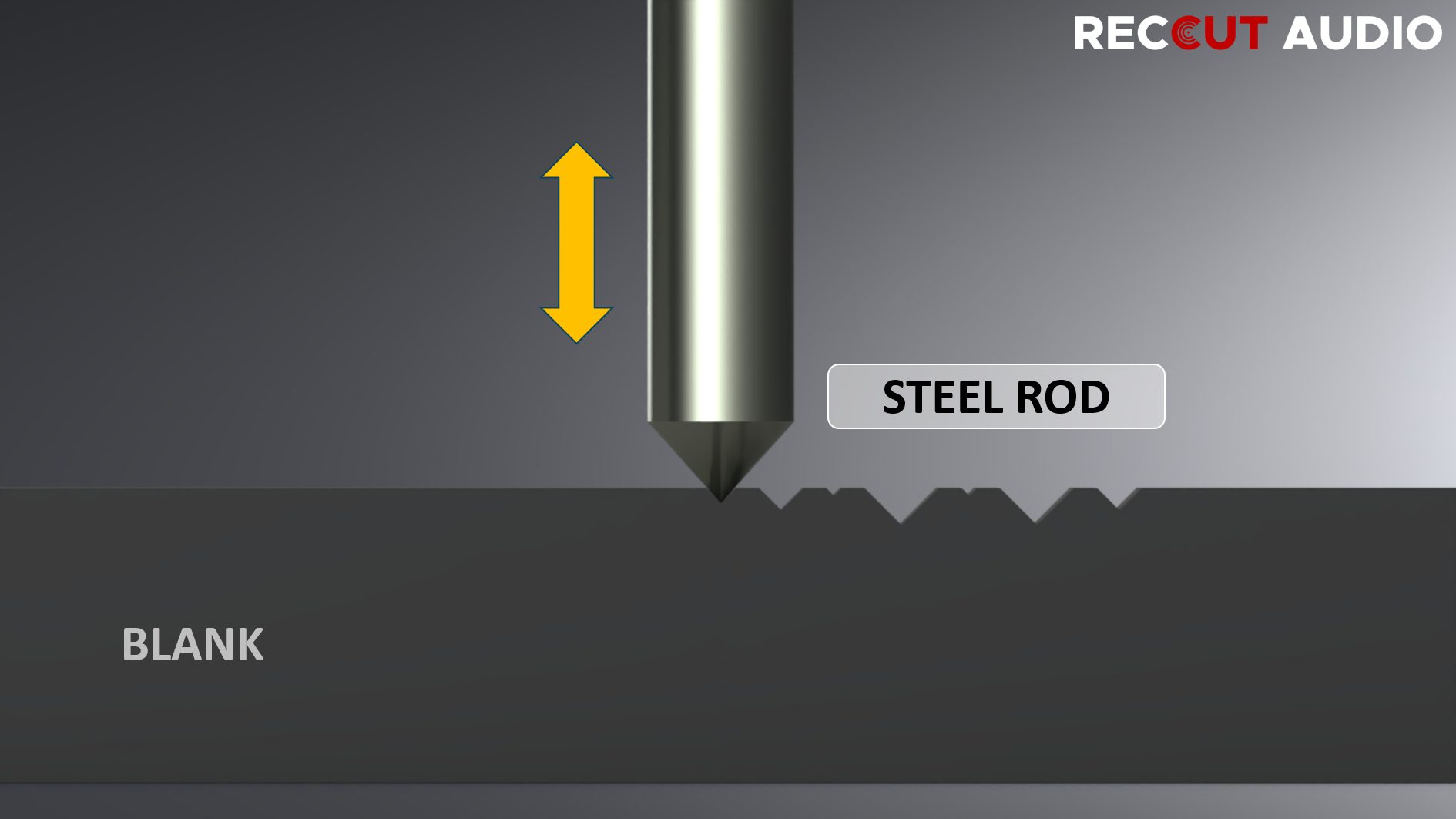
Abbildung: Funktionsweise des Tiefenschriftverfahrens über Trichter und Membran
Dabei drehte sich der Wachszylinder und die Nadel wurde gleichmäßig entlang des Zylinders bewegt. Als Nadel wird ein spitz zulaufender Stichel eingesetzt. Das Ritzen wurde als Tiefenschriftverfahren bezeichnet, weil die Tonfrequenzen (von oben) in den Rohling mehr oder weniger tief gedrückt wurden. Laute Töne wurden noch tiefer und leise Töne weniger tief in das Material gedrückt.
In der Abbildung ist die (stilisierte) Rillenformung dargestellt. Laute Töne sind tiefer geschnitten und besitzen daher eine breitere Rille.
Die linke Rillenformung zeigt auch eine höhere Frequenz als die rechte Rille.
Das Prinzip wurde nicht nur bei Walzenphonographen, sondern auch bei alten Grammophonplatten eingesetzt.
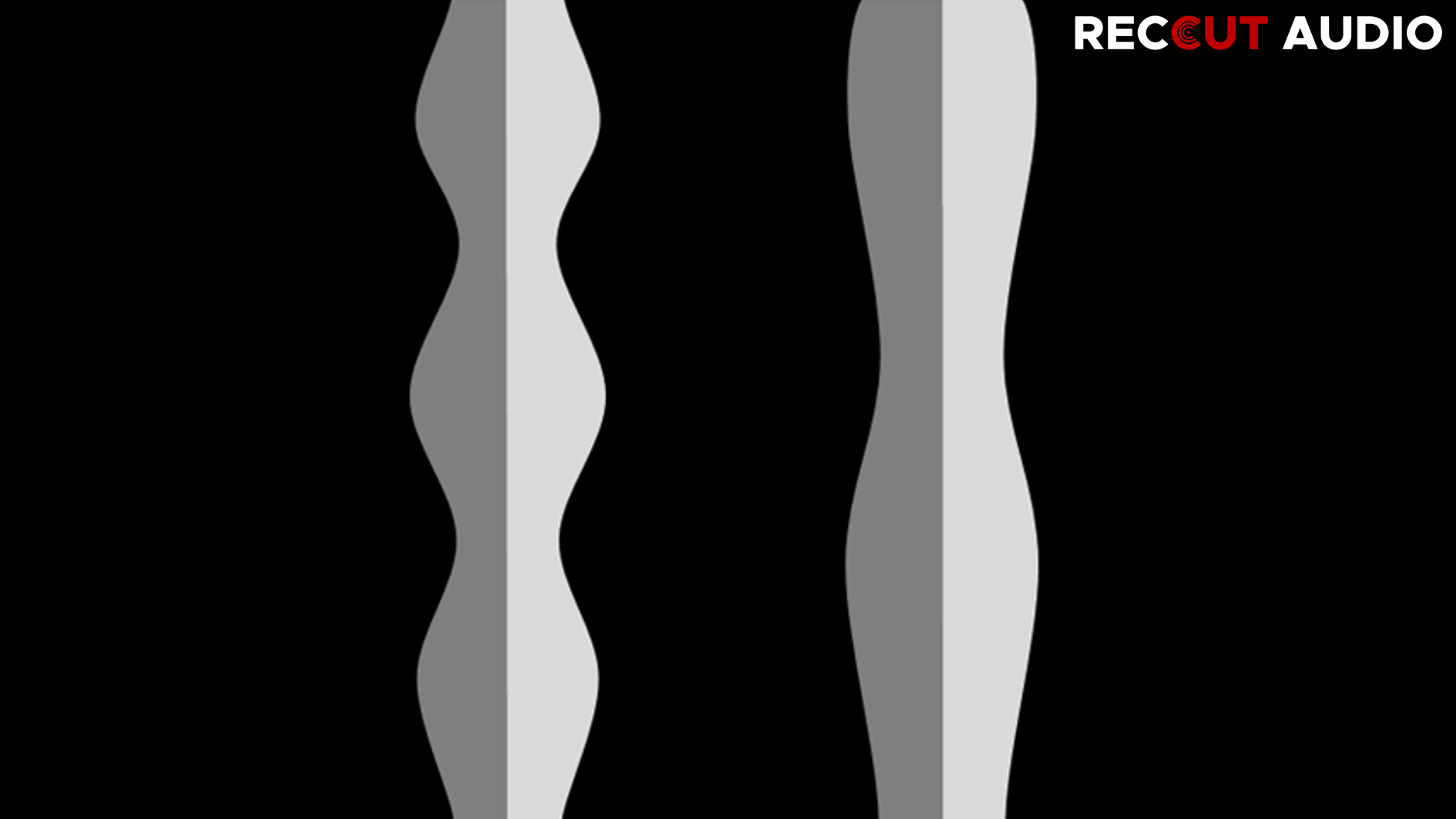
Abbildung: Rillenformung beim Tiefenschriftverfahren
Beispiel Tiefenschrift auf einer Schallplatte mit unterschiedlichen Frequenzen:
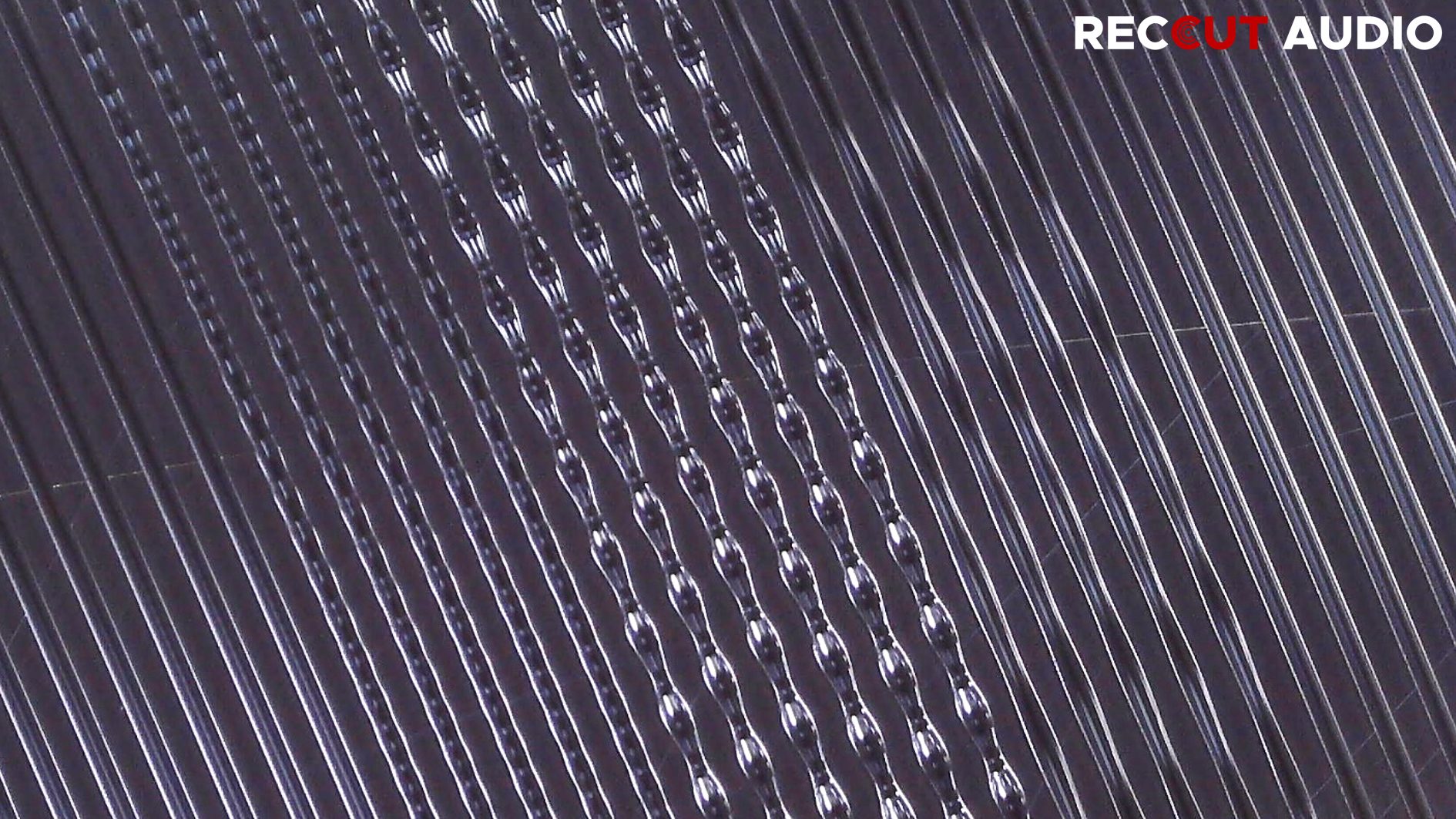
Abbildung: Rillenformung beim Tiefenschriftverfahren
2.2. Seitenschriftverfahren
Das Tiefenschriftverfahren hatte den Nachteil, dass je tiefer der Schnitt, desto exponentiell höher musste der Kraftaufwand sein. Trichter und Membran kamen damit schnell an ihre Grenzen.
Die Lösung des Problems lag im Seitenschriftverfahren. Statt in die Tiefe, wurde das Signal seitlich ausgelenkt. Die Tiefe blieb dabei gleich. Damit konnte lauter und qualitativ besser aufgenommen werden.
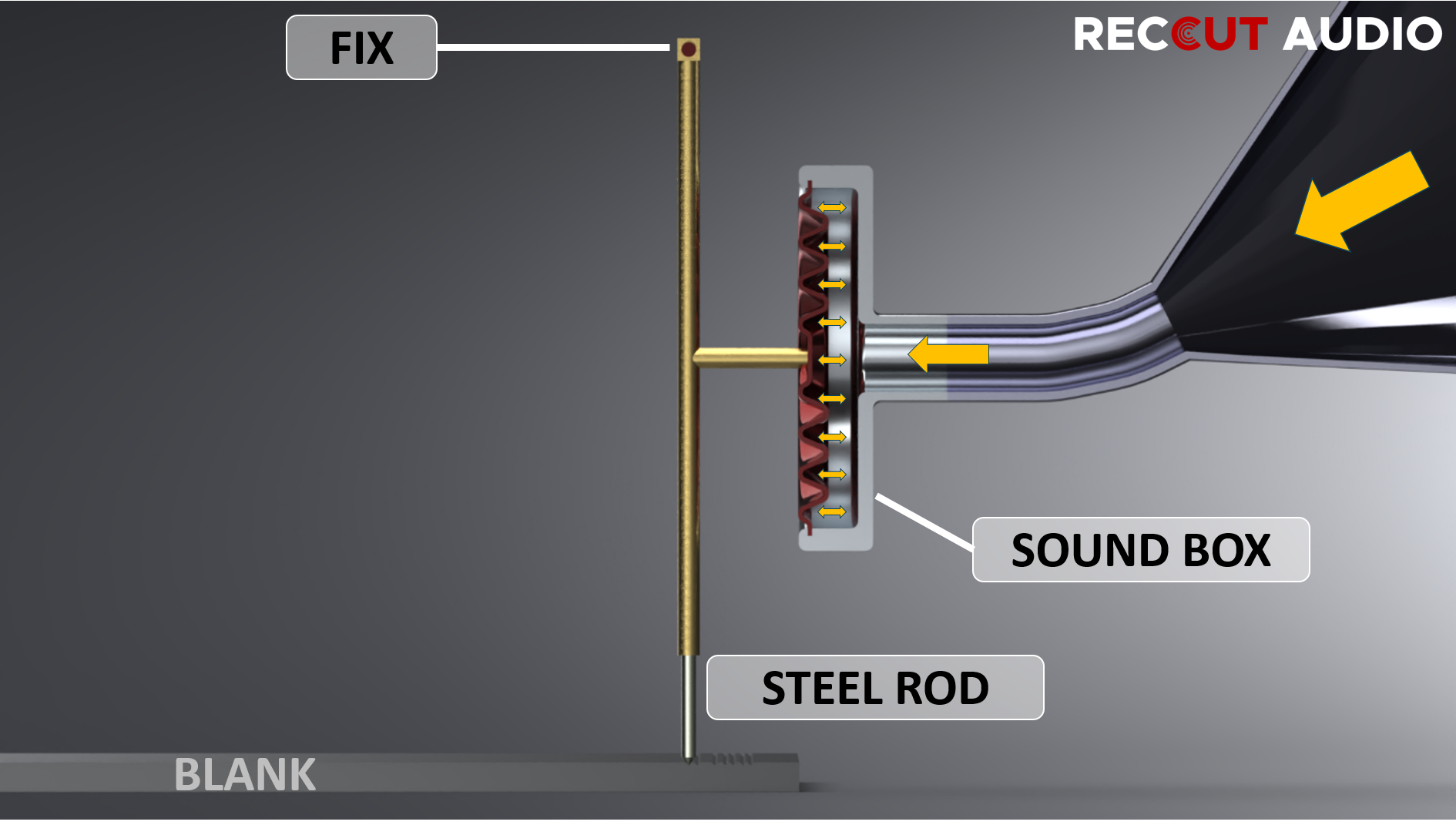
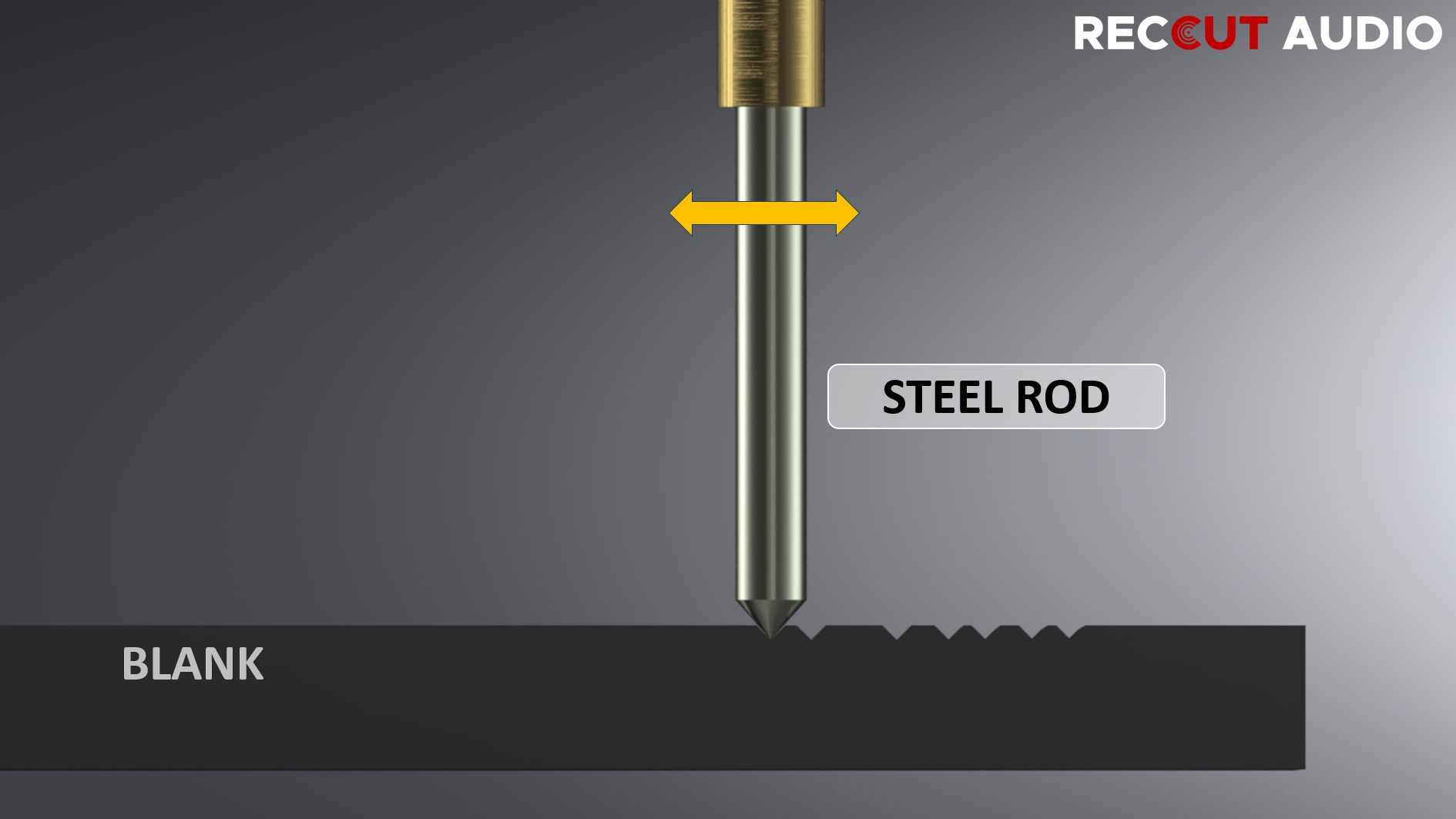
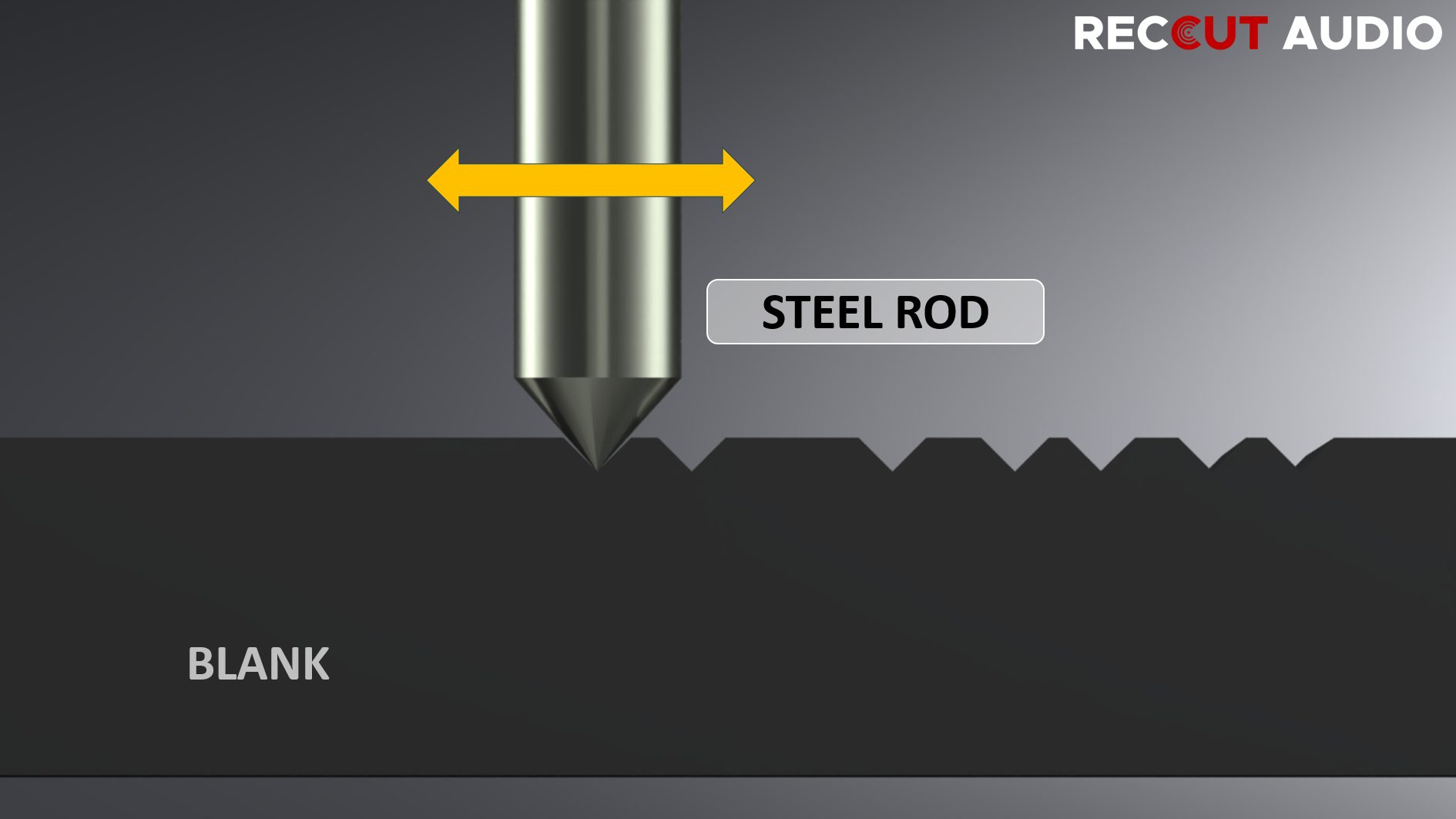
Abbildung: Funktionsweise des Seitenschriftverfahrens über Trichter und Membran
Dieses Verfahren kam bei nahezu allen Grammophonplatten zum Einsatz. Um die Qualität zu verbessern wurden höhere Plattendrehzahlen mit 78 (genau 78,26) Umdrehungen pro Minute gewählt und eine große Auslenkung angestrebt. Für größere Auslenkungen wurden größere Membranen und größere Trichter eingesetzt. Diese waren bei Aufnahmen anfangs so groß, dass Sie nicht mehr über den Plattenteller bewegt werden konnten. Stattdessen wurden die Plattenteller unter der Nadel vorbeibewegt.
In der Abbildung rechts ist die (stilisierte) Rillenformung dargestellt. Laute Töne sind weiter zur Seite geschnitten und benötigen daher mehr Platz.
Die linke Rillenformung zeigt auch eine höhere Frequenz als die rechte Rille.
Das Prinzip wurde nicht nur bei Grammophonplatten, sondern auch bei alten Mono-Schallplatten eingesetzt.
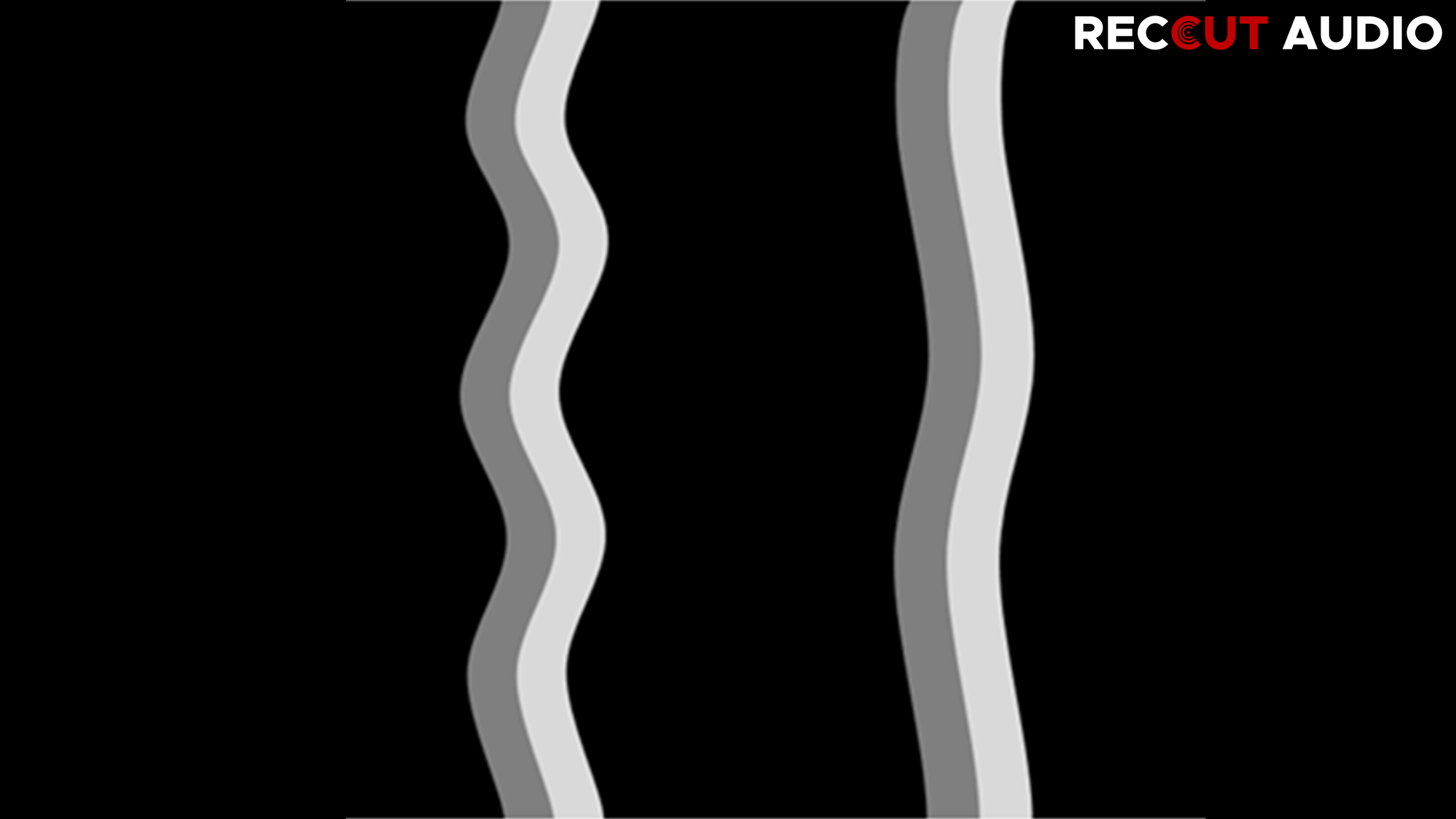
Abbildung: Rillenformung beim Seitenschriftverfahrend
Nach der Erfindung des Mikrofons von Graham Bell 1876, dessen Weiterentwicklung zu Kohlemikrofon durch Georg Neumann 1923 und der elektrischen Signalübertragung, ersetzten elektromagnetische Spulenantriebe den Trichter und die Membran.
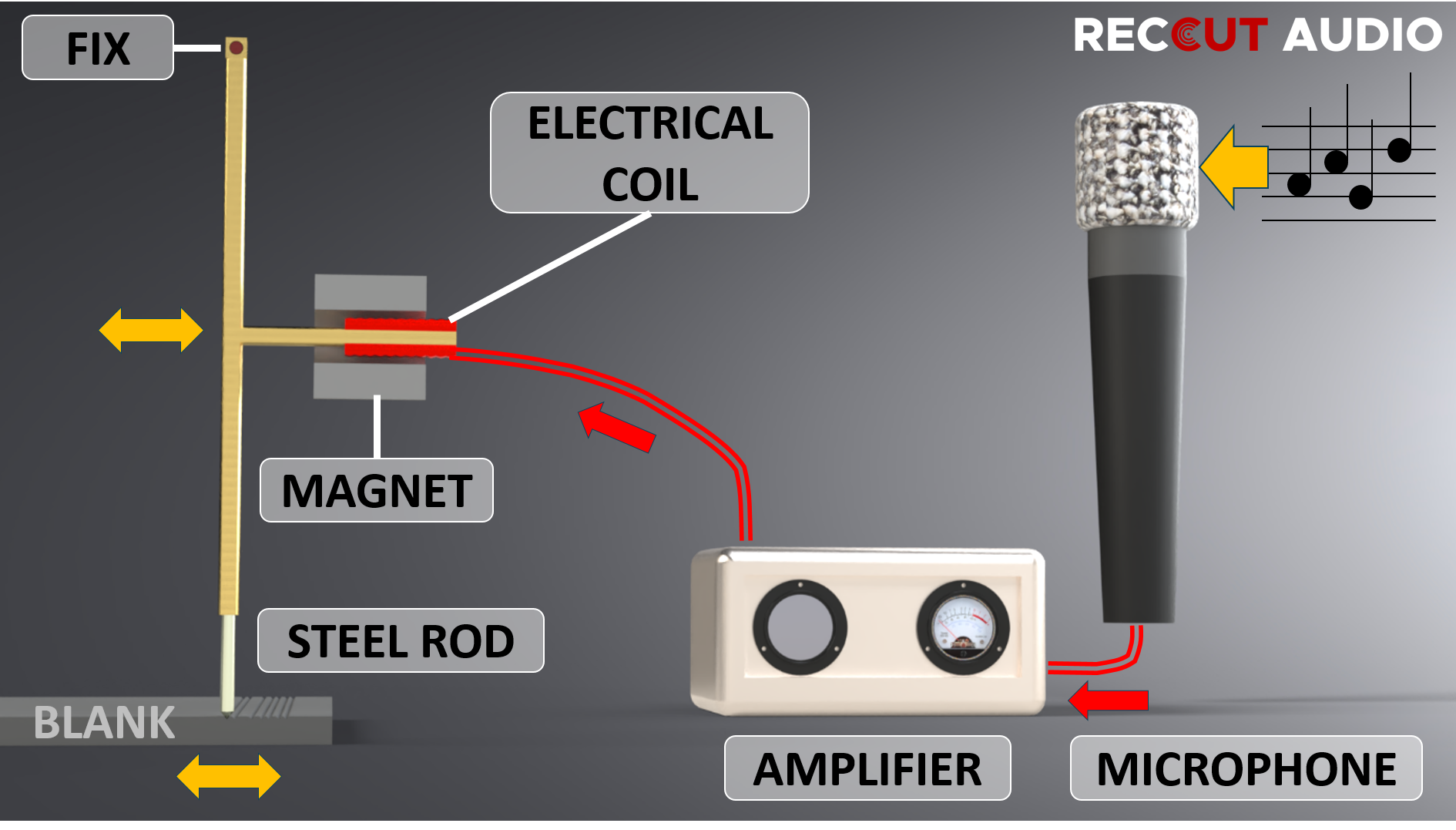
Abbildung: Funktionsweise des Seitenschriftverfahrens über elektromagnetischen Antrieb
Beispiel Seitenschrift auf einer Schallplatte mit unterschiedlichen Frequenzen:
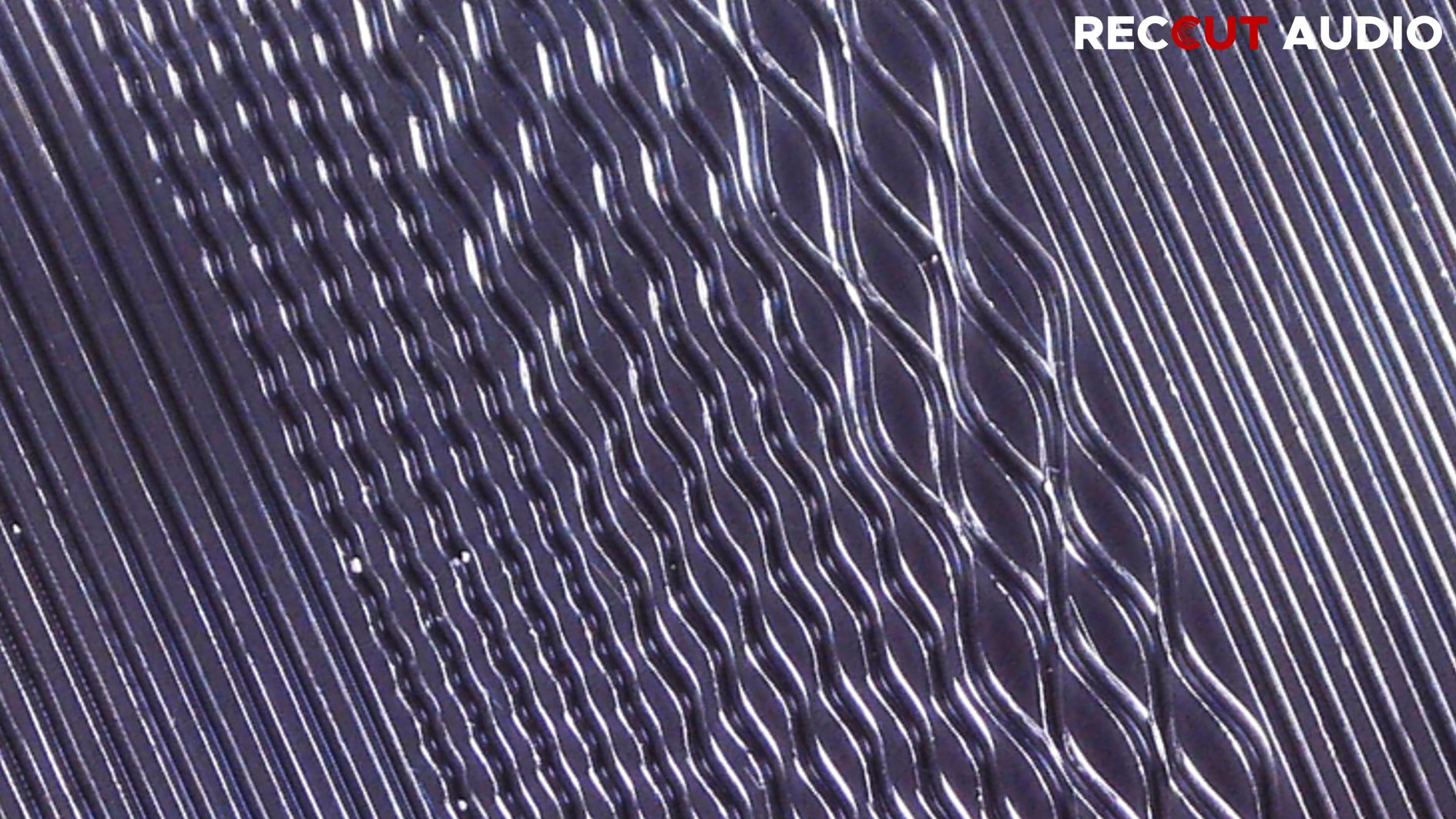
Abbildung: Rillenformung beim Seitenschriftverfahren
2.3. Flankenschriftverfahren (45/45-type stereo)
In der zweiten Hälfte des 20. Jahrhunderts gab es mehrere Entwicklungen in der Plattenindustrie. Zum einen die Einführung der Schallplatten aus Polyvinylchlorid, die damit die Schellackplatten ersetzten, und die Tonwiedergabe in Stereo. Um die Kosten für Kunden niedrig zu halten, musste ein System gefunden werden, bei dem Stereoplattenspieler auch Monoplatten abspielen konnten und Monoplattenspieler auch Stereoplatten (zumindest in Mono) abspielen konnten.
Entsprechend wurde das Flankenschriftverfahren eingeführt, das eine Kombination aus Tiefen- und Seitenschriftverfahren darstellt.
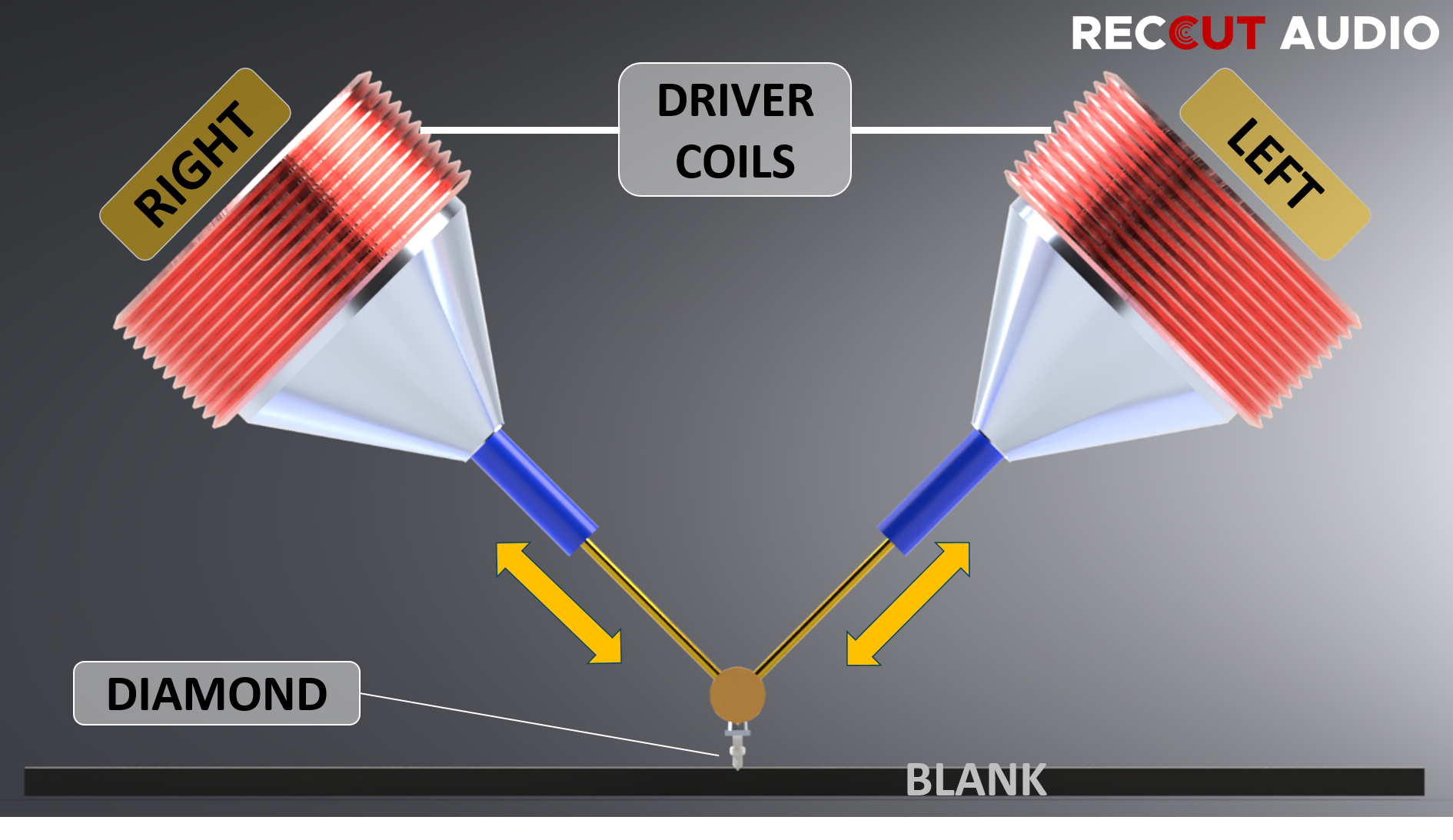
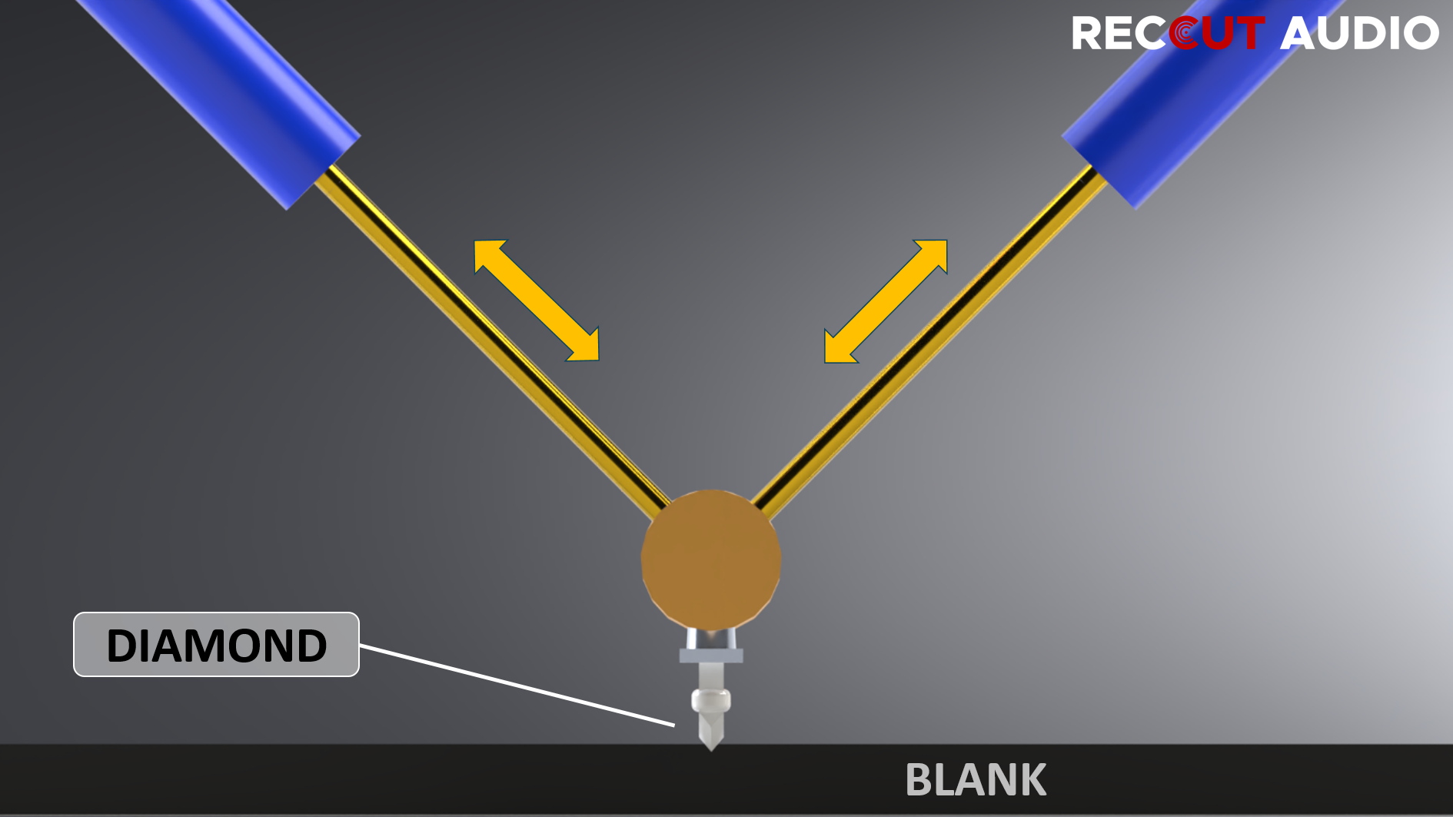
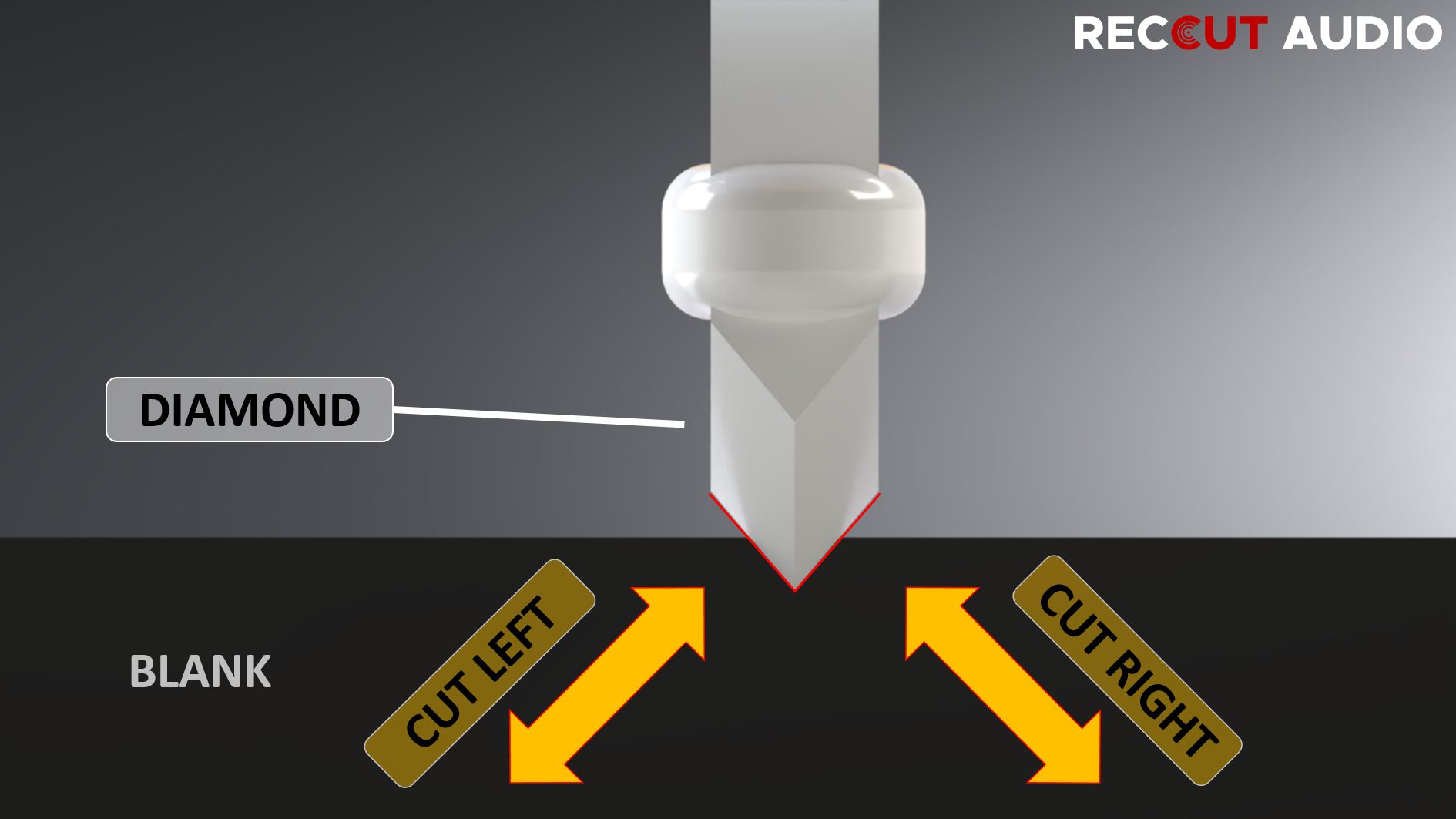
Abbildung: Funktionsweise des Flankenschriftverfahrens über elektromagnetischen Antriebsspulen
Zur Umsetzung wurden zwei Antriebsspulen eingesetzt, die jeweils einen Stab im 45° Winkel auf den Schneidestichel drücken und somit getrennt den linken und den rechten Kanal schneiden (siehe Bild oben).
In der folgenden Abbildung sind verschiedene (stilisierte) Rillenformungen dargestellt.
Bei den ersten beiden Schnittbildern wurde jeweils nur ein Kanal angesteuert (der Schnitt geht nach schräg unten).
Beim dritten Schnittbild wurden beide Kanäle mit unterschiedlichen Frequenzen angesteuert, wodurch ein Stereobild geschnitten wird.
Die letzten beiden Bilder werden zwar im Stereo-Flankenschrift-Verfahren hergestellt, bilden aber nur ein Monosignal ab. Das entsteht dadurch, dass auf beide Kanäle das idente Signal angelegt wird. Allerdings wird beim vierten Rillenbild auf beide Kanäle das elektrische Signal phasengleich angelegt, wodurch beide Antriebsstäbe gleichzeitig auf und abwärts bewegt werden, und ein Tiefenschriftbild entsteht.
Beim fünften Rillenbild wird ein Signal umgepolt. Dadurch bewegen sich die beiden schräggestellten Antriebsstäbe in Umkehrrichtung. Wenn sich der eine Stab aufwärtsbewegt, drückt der andere Stab abwärts, wodurch ein Seitenschriftbild entsteht. Dieses Umpol-Verfahren wird noch heute bei Monoaufnahmen verwendet.
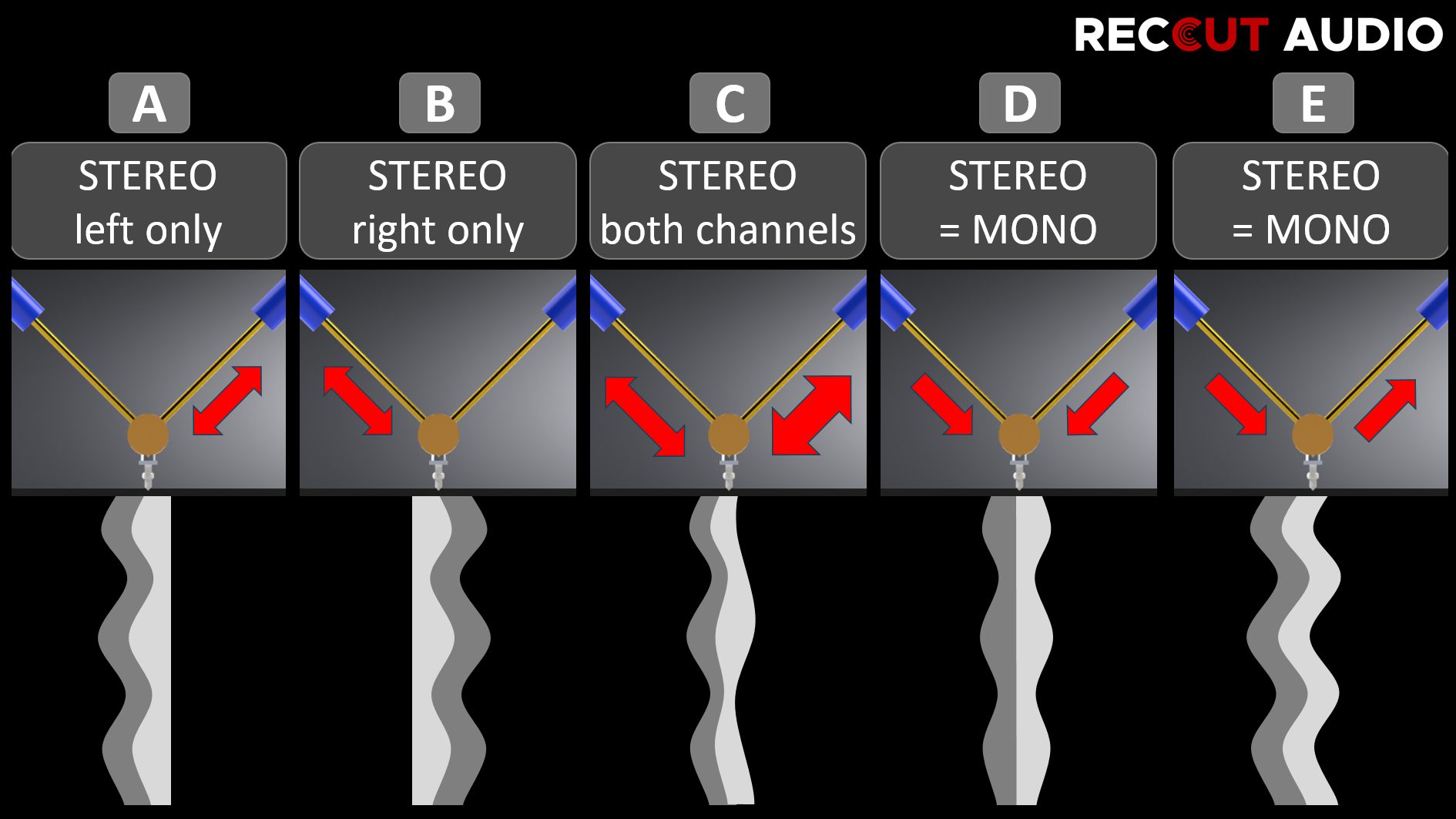
Abbildung: Unterschiedliche Rillenformungen beim Stereo Seitenschriftverfahren
A: Hier wird nur der linke Kanal geschnitten
B: Hier wird nur der rechte Kanal geschnitten
C: Beide Kanäle werden mit unterschiedlichen Frequenzen und Lautstärken geschnitten
D: Beide Kanäle werden mit gleichem Signal und elektrischer Stromrichtung angesteuert. Das Ergebnis entspricht dem MONO-Tiefenschriftverfahren.
E: Beide Kanäle werden mit gleichem Signal, aber unterschiedlicher elektrischer Stromrichtung angesteuert. Das Ergebnis entspricht dem MONO-Seitenschriftverfahren.
verwendet beim CH9 Schneidekopf das Flankenschrift Verfahren
3. PLATTENTELLER und TELLERANTRIEB
Zur Herstellung einer Schallplatte muss im ersten Schritt ein vorhandenes Tonsignal als Rille in einen Rohling geschnitten werden. Da der Vorgang des Schneidens (und später auch der des Abspielens) mechanisch funktioniert, sind auch physikalische Grenzen zu beachten. Der Aufbau und die Präzision der eingesetzten Komponenten sind letztendlich ausschlaggebend für die Klangqualität des Endprodukts.
In diesem Kapitel sollen die notwendigen Komponenten etwas genauer betrachtet und vorgestellt werden.
Durch das mechanische Bearbeiten des Plattenrohlings beim Drücken (Embedding) oder Schneiden (Cutting) entsteht ein Bremsmoment. Dieser ist nicht gleichmäßig, sondern entsprechend des sich ändernden Tonsignales unterschiedlich stark. So kann durch hohe Lautstärken und starken Bässen (niedrige Frequenzen) eine tiefere bzw. breitere Rille geschnitten werden, was ein höheres Bremsmoment verursacht (siehe Schriftbilder im Kapitel Schriftverfahren).
Entsprechend Drehmomentstark und unempfindlich gegen Gleichlaufschwankungen muss der Plattentellerantrieb sein. Die Firma Neumann war neben der Firma Scully in den 60er bis 80er-Jahren Marktführer bei den Schneidemaschinen und beherrschte den Weltmarkt mit etwa 80%. Die Antriebe bestanden dabei aus langsam drehende ein- oder dreiphasigen Synchronmotoren (ohne Getriebe oder Riemen) und wurden erst bei den letzten Maschinen in den 80er-Jahren auf bürstenlose Gleichstrommotoren umgestellt. Dieser Antrieb liefert ein Anlauf-Drehmoment von 0,39Nm / 4,0kg cm bei Gleichlaufschwankungen von 0,015% WRMS.
(W-RMS bedeutet: „weighted root-mean-square“. „Weighted“ heißt so viel wie „gewichtet“, was bedeutet, dass auch hier ein Filter benutzt wird. RMS bedeutet, dass nicht der Spitzenwert, sondern der sog. Effektivwert berücksichtigt wird. Dieser ist immer geringer als der Spitzenwert.)
„Gleichlaufstörungen werden ab 0,2…0,3 % vom durchschnittlichen Gehör bemerkt und führen ab einer bestimmten Stärke zu hörbaren Tonhöhenschwankungen, die als „Leiern“, „Jaulen“ oder „Wimmern“ wahrgenommen werden. Die Hi-Fi erlaubt eine maximale Gleichlaufschwankung von 0,2 %. Moderne Geräte erreichen durch quarzgesteuerte Motoren Werte um 0,02 % bis 0,08 %.“
Die Steuerung des Tellerantriebs muss für eine kommerziell nutzbare Schneidemaschine auch die am Markt üblichen Drehzahlen und Plattendimensionen aufnehmen und verarbeiten können. Marktübliche Drehzahlen sind 33,3; 45; 78 U/min und auch 16,7; 22,5; 39 U/min für „Half Speed Mastering“ (dabei wird mit halber Drehzahl geschnitten, um höhere Frequenzen beim Abspielen zu erreichen). Handelsübliche Plattengrößen sind 7“, 10“ und 12“ (30cm). Für Masterschnitte, die an das Presswerk gesendet werden, sind auch 14“ Platten üblich. Je größer die Platte, desto präziser und stabiler muss der Plattenteller und Antrieb gebaut sein.
Darüber hinaus muss er entsprechend gefertigt sein, um ein „Verrutschen“ zwischen Platte und Teller zu verhindern. Bei Neumann Schneidemaschinen wurden dazu auch Plattenteller mit Unterdruck eingesetzt, bei denen die Platte angesaugt wurde. Alternativ werden auch Plattenklemmen eingesetzt und Platten mit zwei Löchern (Mittelloch und Mitnehmerloch).
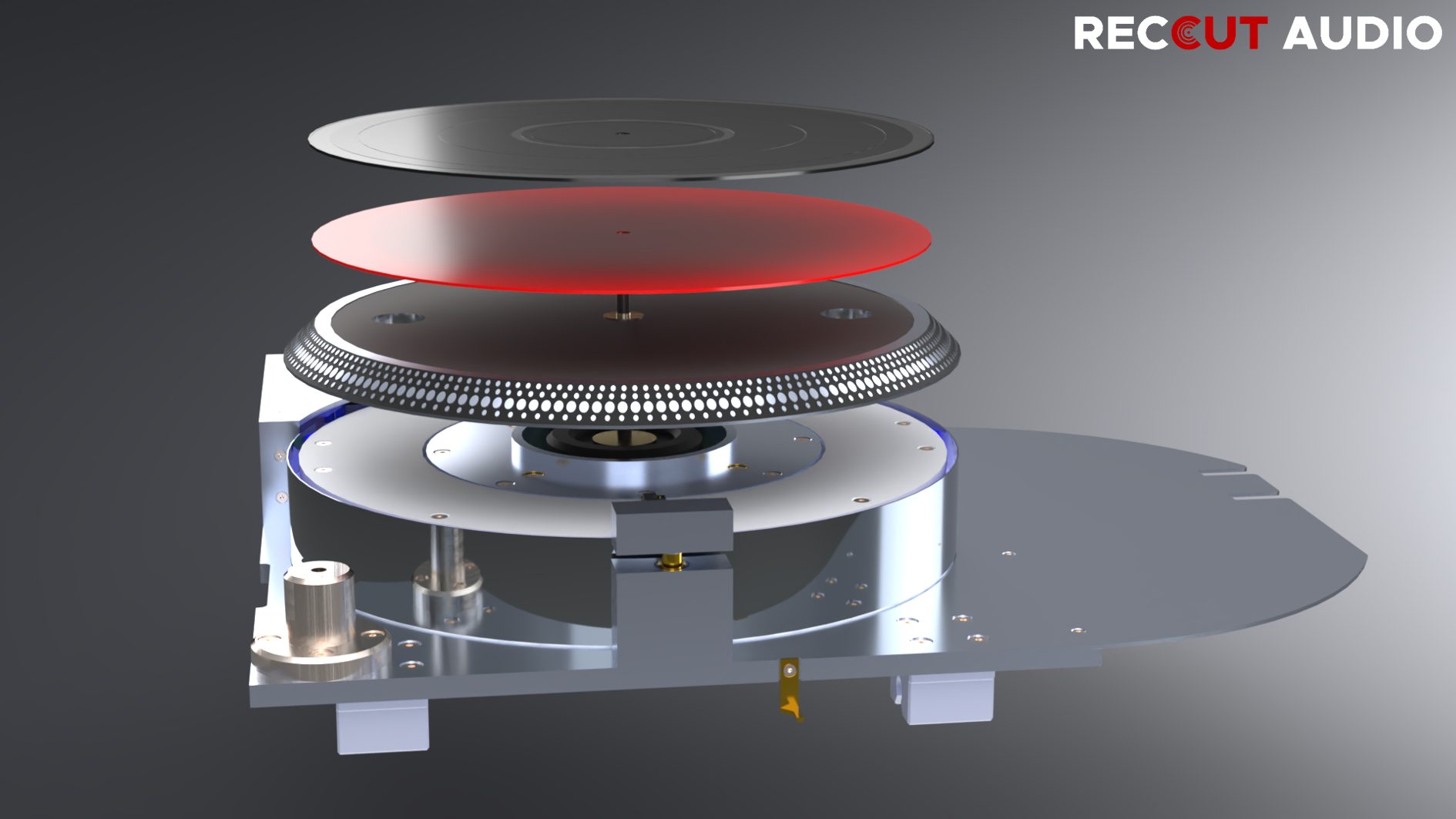
Figure: FP9 PLATTENTELLER ANTRIEBSEINHEIT
verwendet beim FP9 einen leistungsstarken Direktantrieb für Platten bis 12“. Drehzahlen von 16,7 bis 78 U/min sind möglich.
4. SCHNEIDEKOPF (CUTTERHEAD)
Unabhängig davon, ob es sich um einen Mono- oder Stereokopf handelt, soll der Schneidekopf Frequenzbereiche bestenfalls von 20Hz bis 18kHz übertragen können. Dabei sollen die Resonanzfrequenzen möglichst gering sein. Stereoköpfe sollen zusätzlich eine gute Kanaltrennung ermöglichen.
Um Stereosignale nach dem im Flankenschriftverfahren (siehe Schriftverfahren) vorgestelltem Prinzip durchführen zu können, wurden zwei unterschiedliche Methoden angewendet.
In der Abbildung A ist eine Schnittansicht des Neumann SX-74-Schneidkopfes dargestellt, in der die zwei Stereokanäle jeweils in einem Winkel von ± 45 Grad zur Plattenoberfläche bewegt werden.
Abbildung B zeigt die Funktionsweise des Ortofon-Schneidekopfes. Dabei wird ein gleichschenkliges T-Stück von zwei vertikalen Spulen bewegt, um die 45-Grad Rillenbewegung des Flankenschriftverfahrens umzusetzen.
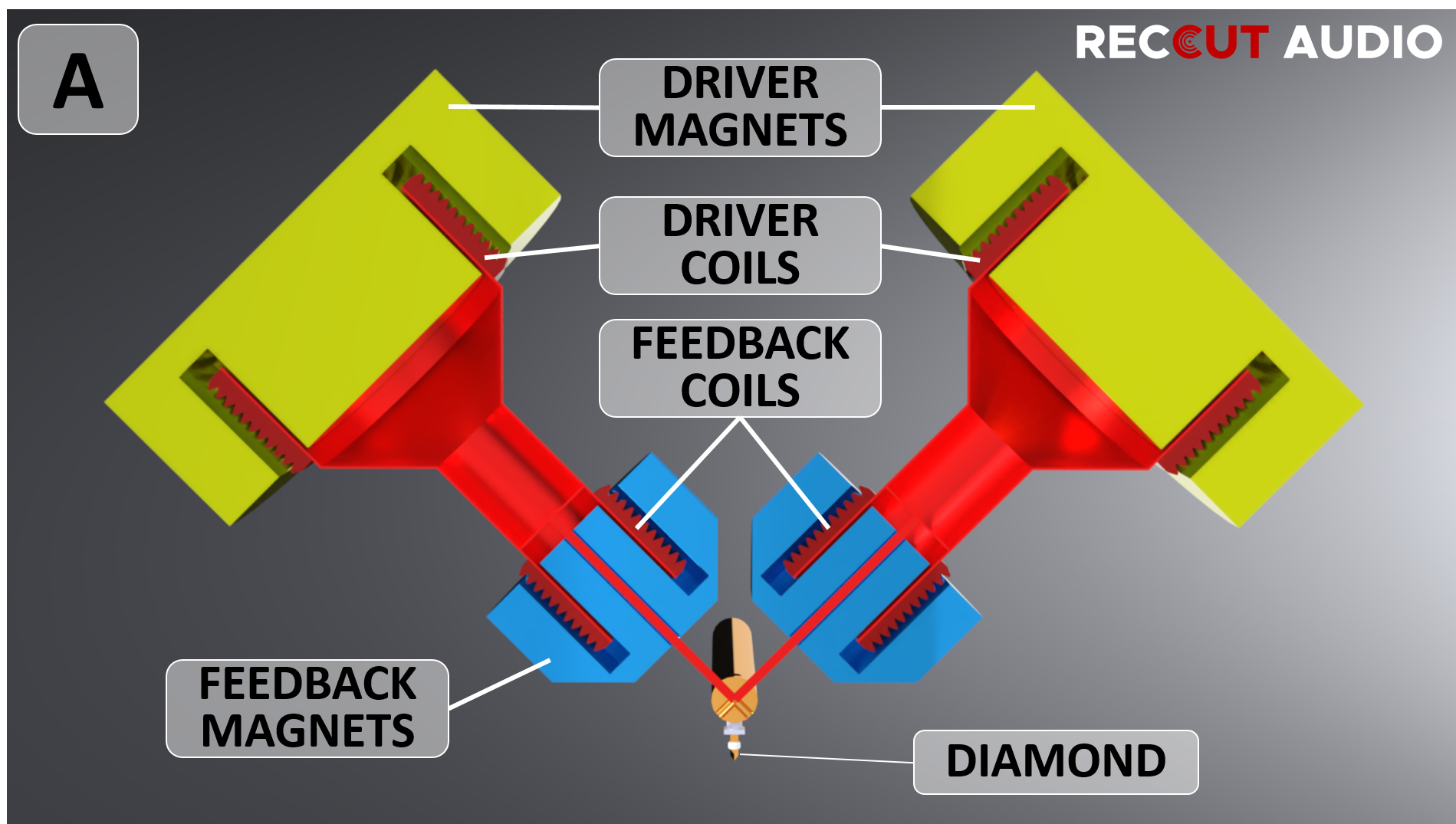
Abbildung A: Stereoschneidekopfsysteme A: 45/45 Grad Prinzip Neumann
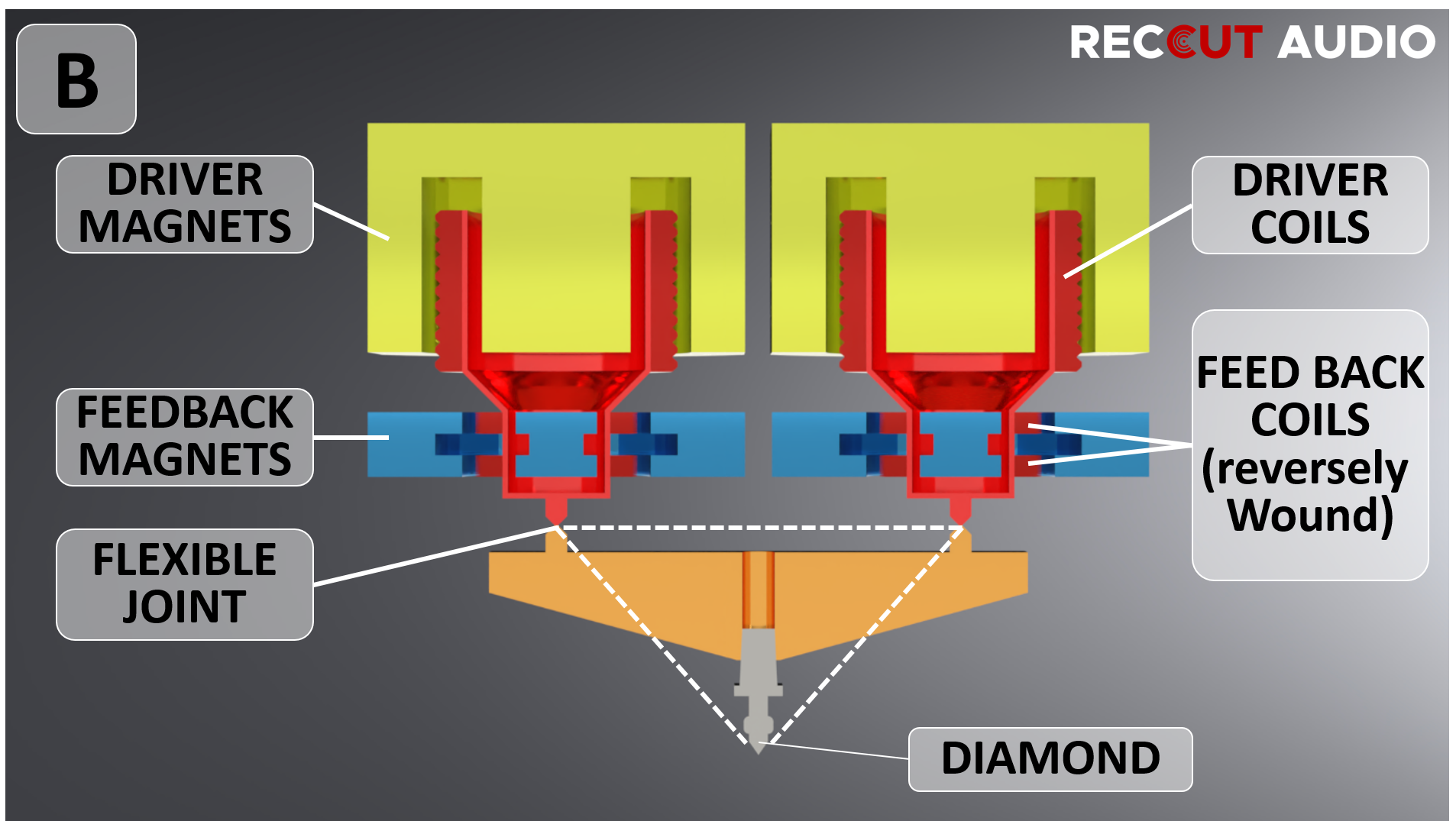
Abbildung B: Stereoschneidekopfsysteme B: T-Stück Prinzip Ortofon
verwendet beim CH9 das 45°/45° Prinzip wie es in Abbildung A dargestellt ist. Mit V-Feder für das Torsionsrohr und Feedback-Spulen.
5. SCHNEIDEKONZEPT
Grundsätzlich unterscheidet man zwischen Drücken (Embedding) und Schneiden (Cutting).
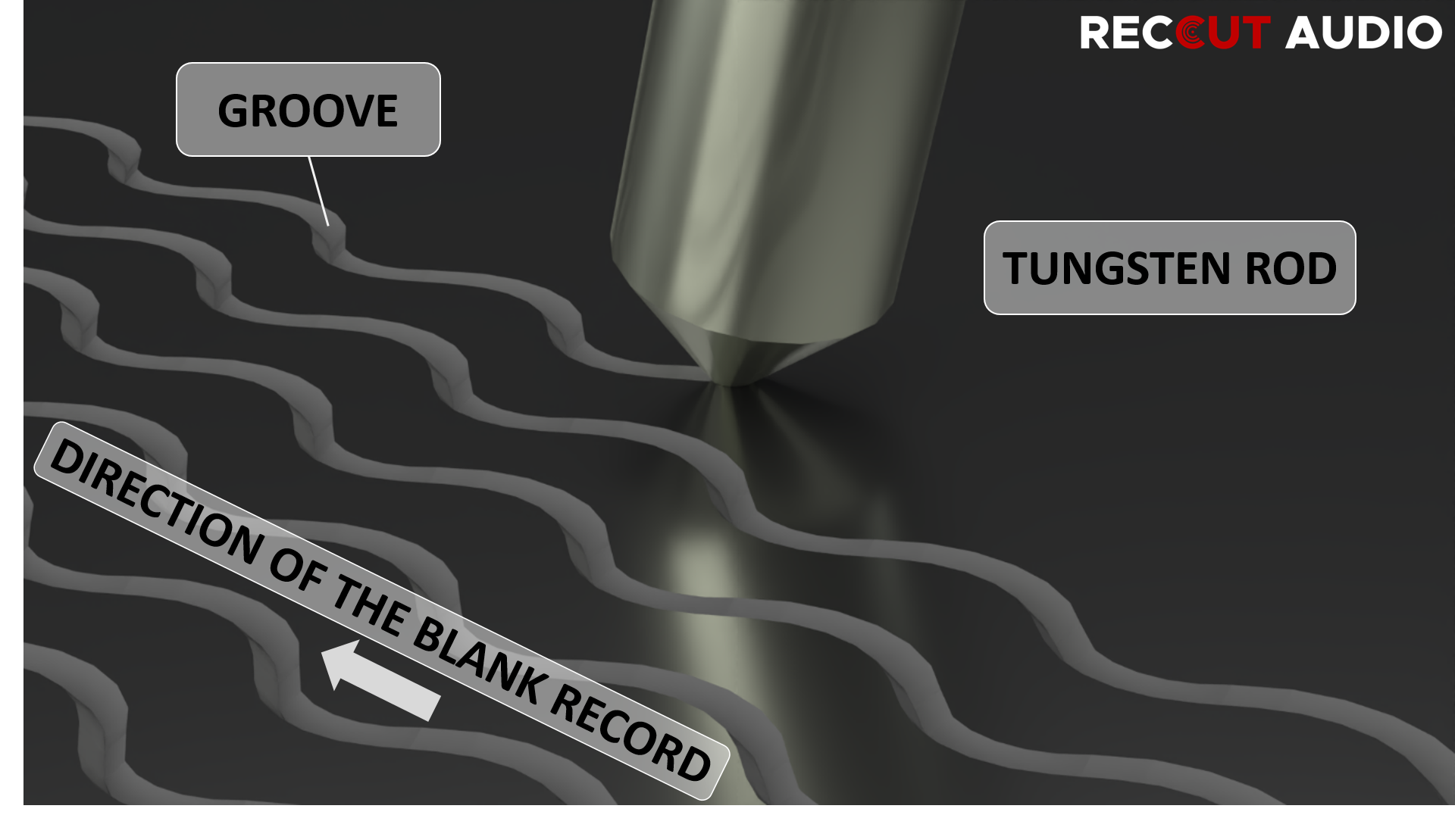
5.1. Drücken (Embedding)
Beim Drücken (Embedding) wird der Stichel (Stahl-, Wolfram-, Saphir- oder Diamantnadel) in die Oberfläche gedrückt, indem der Winkel des Stichel in Laufrichtung steht, also gezogen wird (ähnlich wie wenn man mit der Gabel ein Muster in die Butter zieht). Der Auflagedruck muss höher sein und die Qualität ist etwas geringer (begrenzte Hochfrequenzen). Auch der Stereoeffekt ist nahezu nicht vorhanden. Die technische Umsetzung ist einfacher und es entsteht kein „Schneidefaden“.
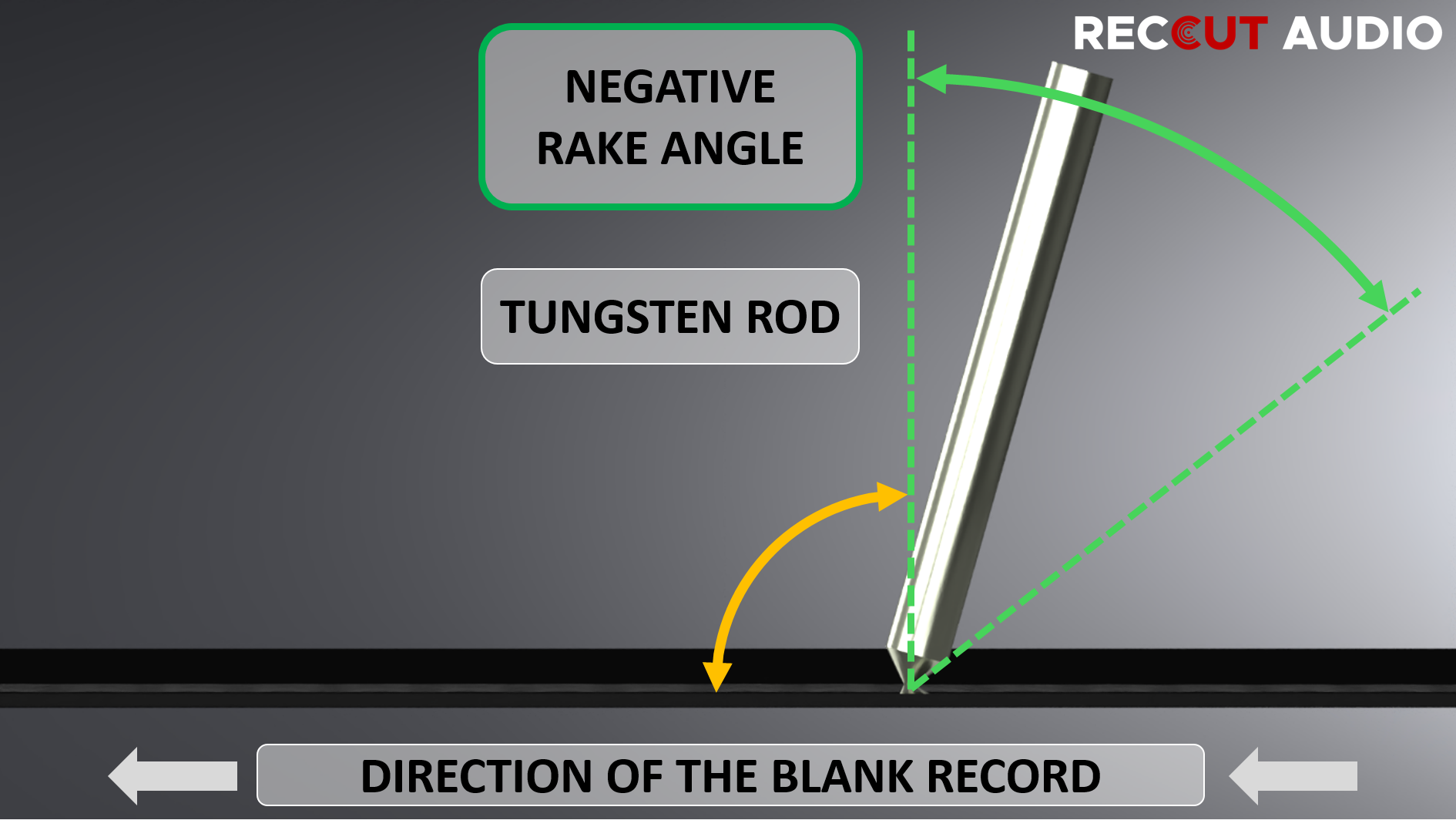
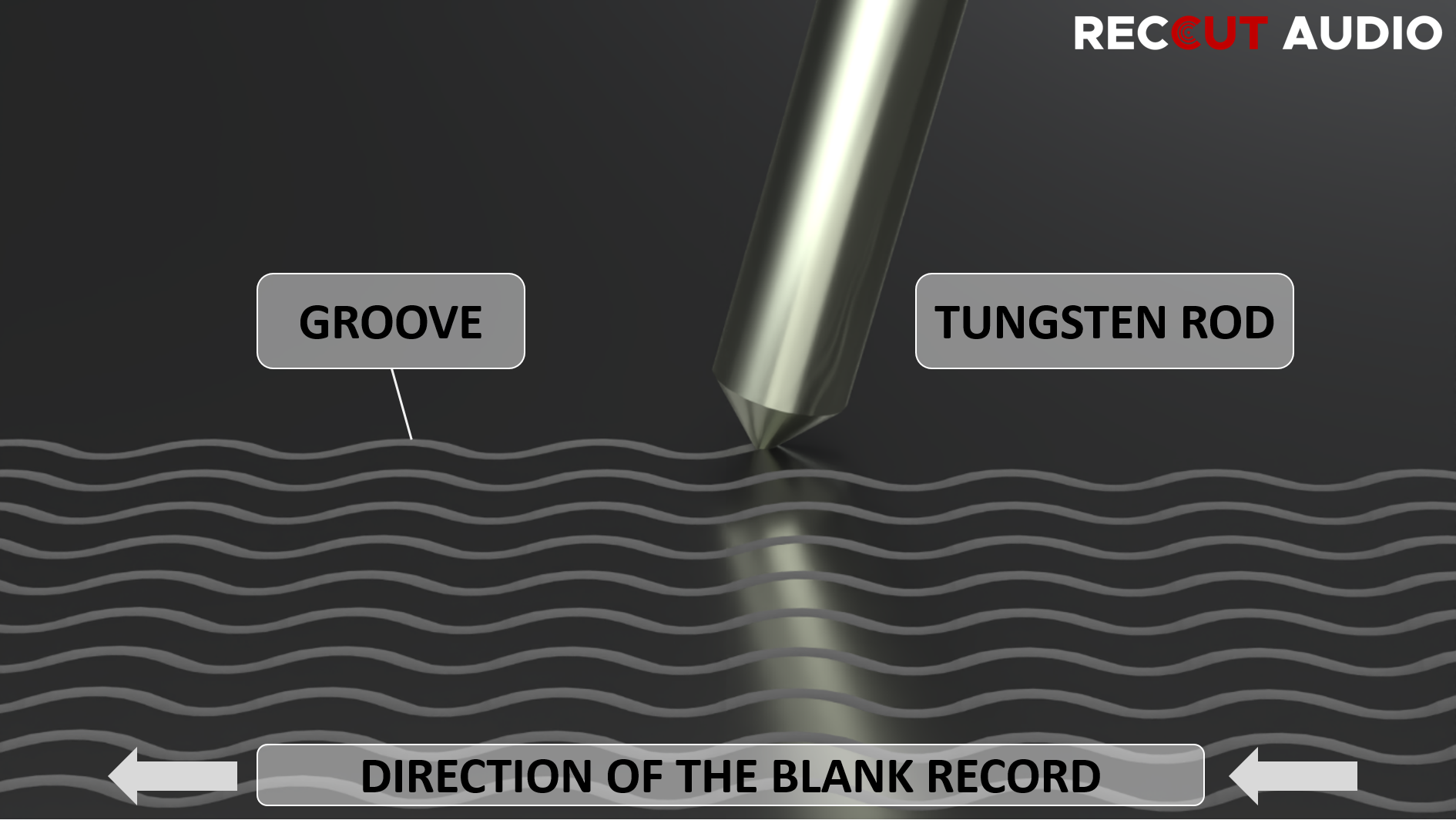
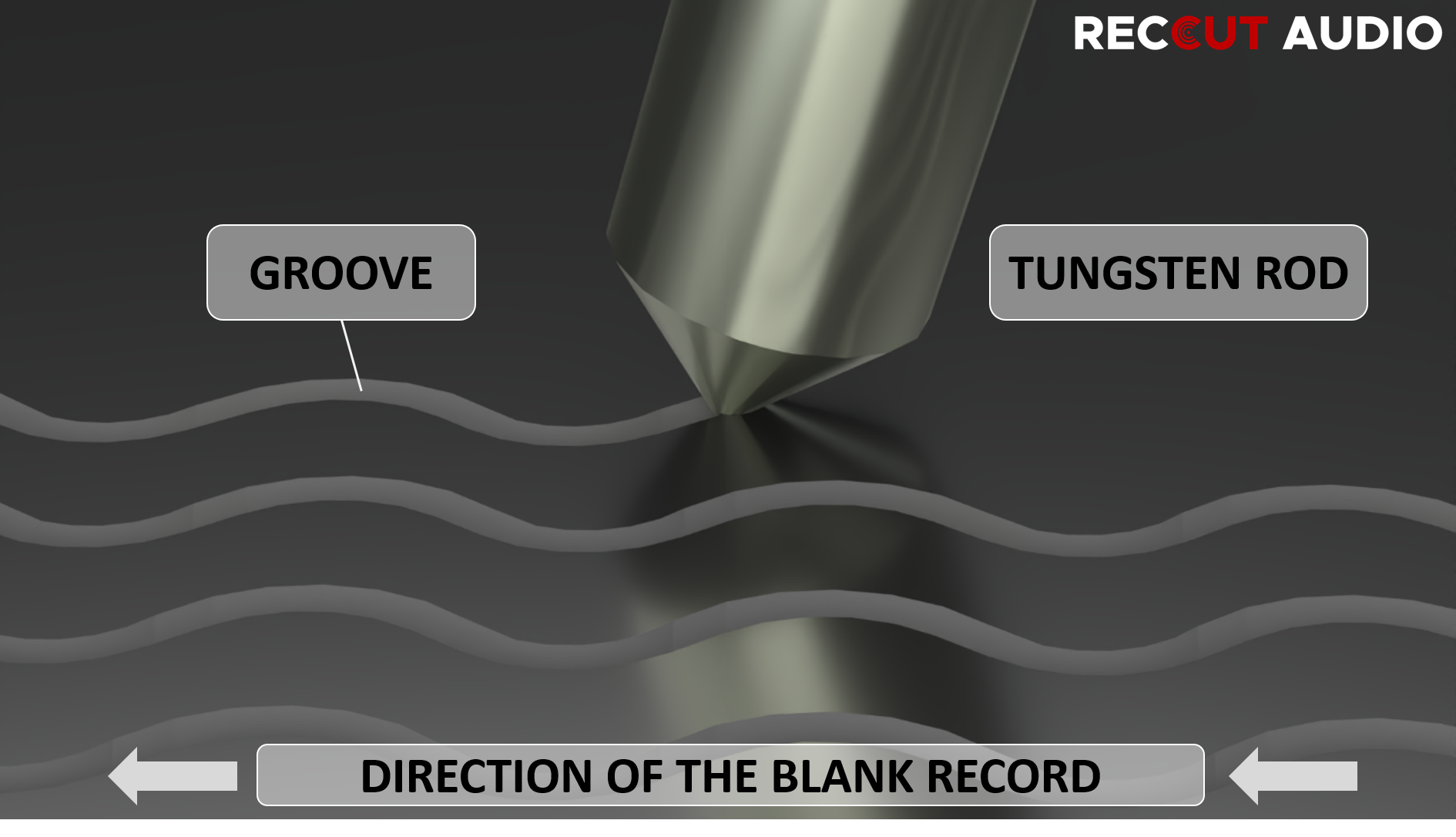
Abbildung: Drücken (Embedding) mit Wolframstab
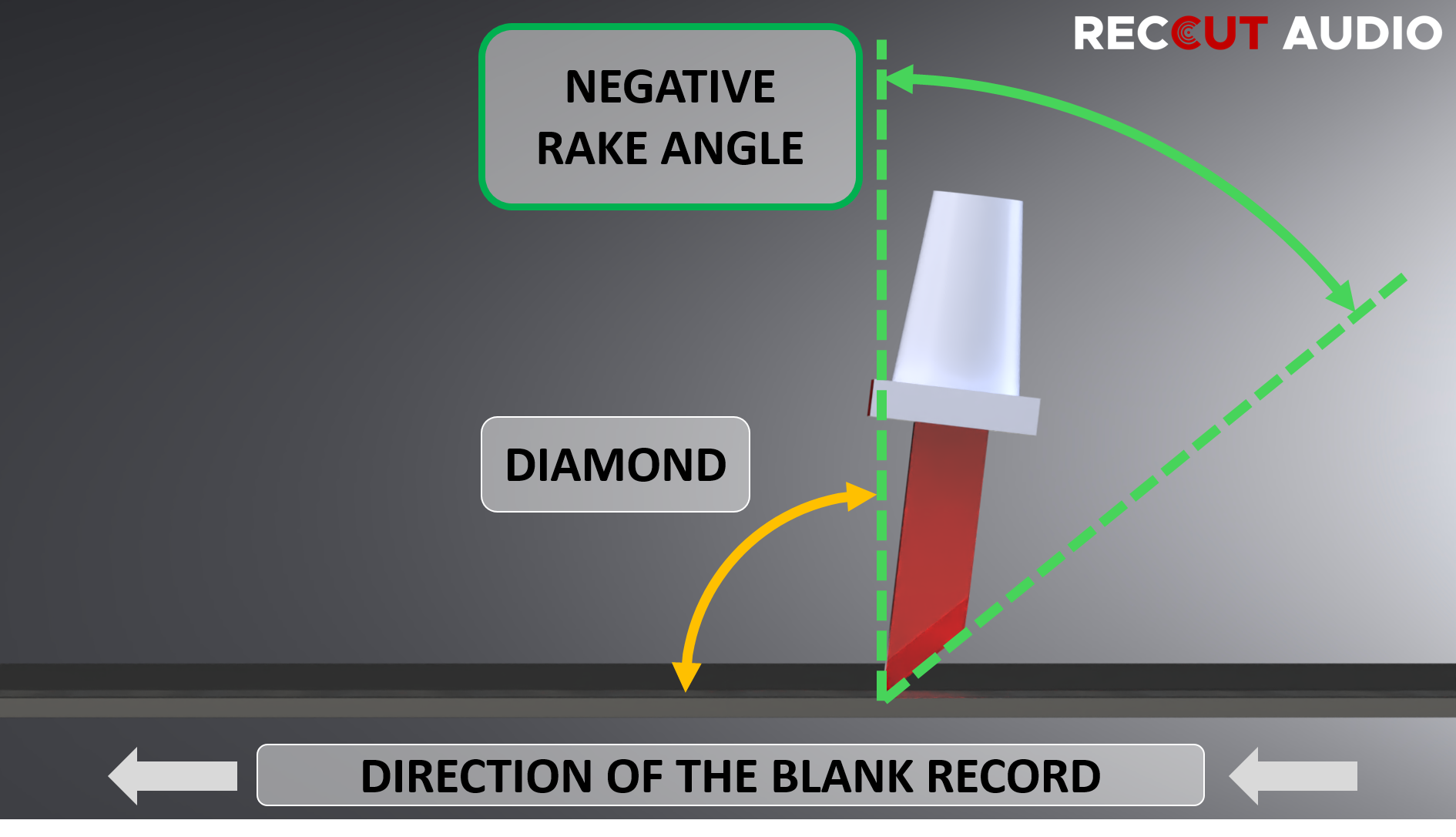
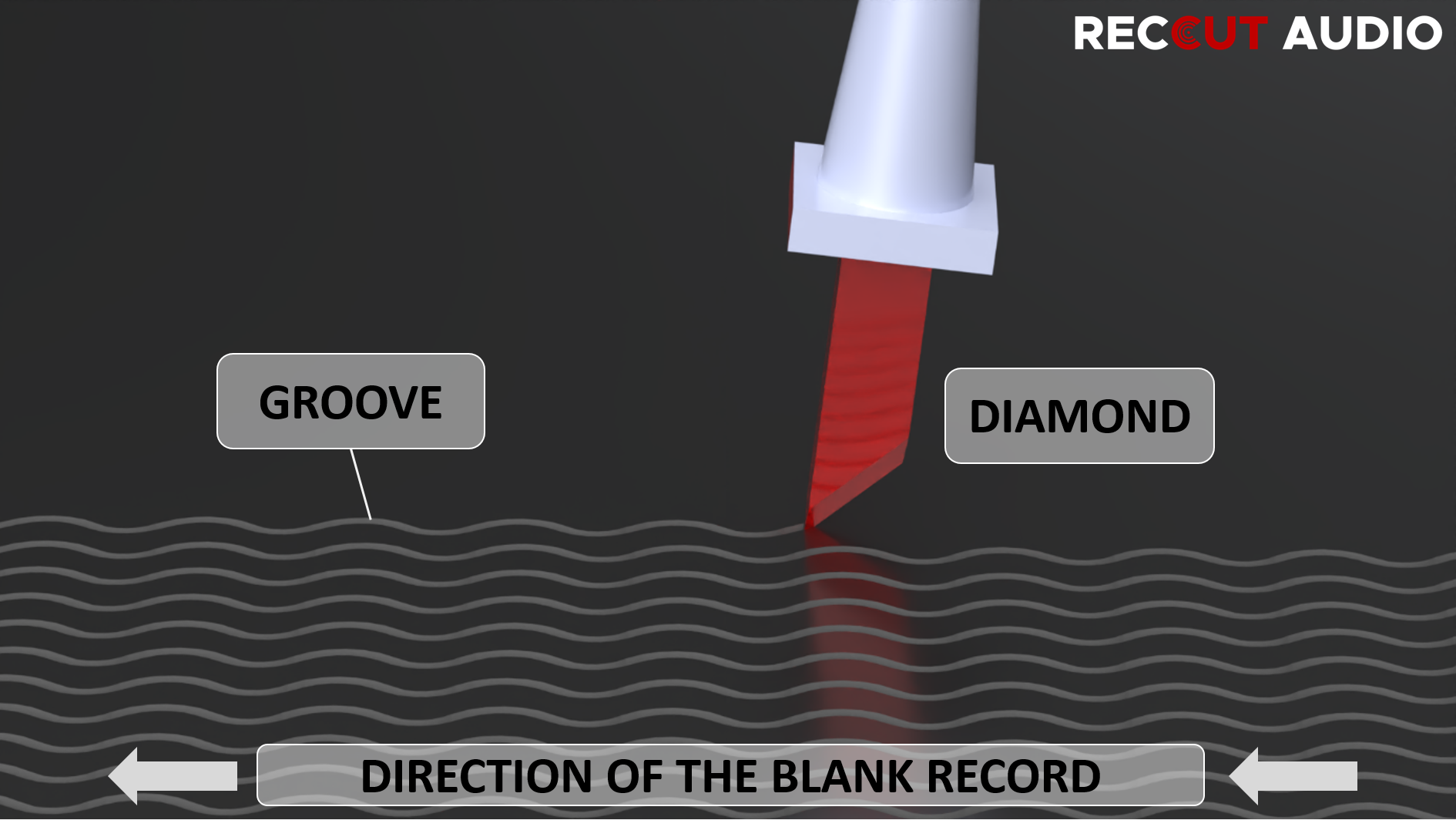
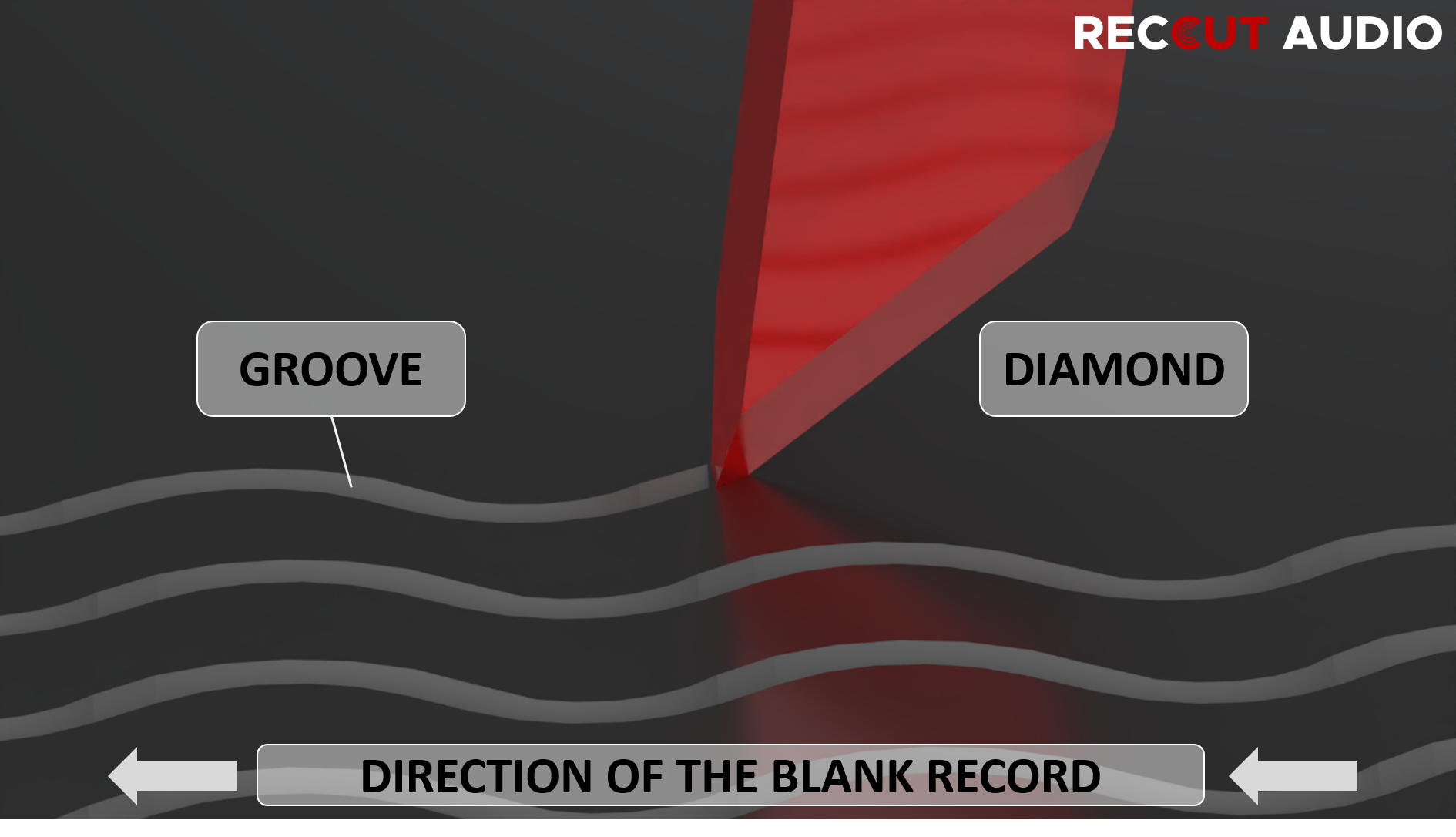
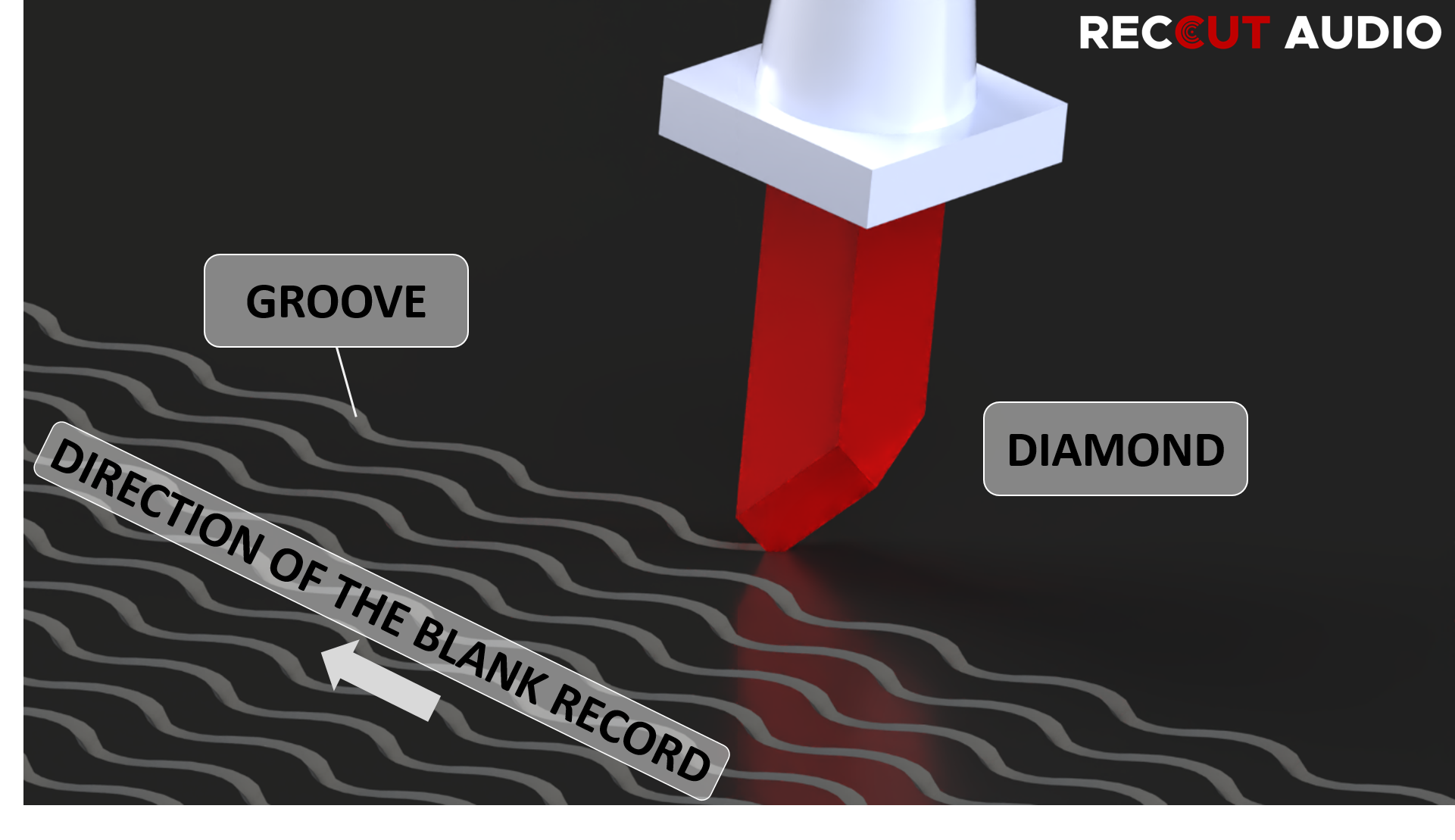
Abbildung: Drücken (Embedding) mit Diamant (oder Saphir)
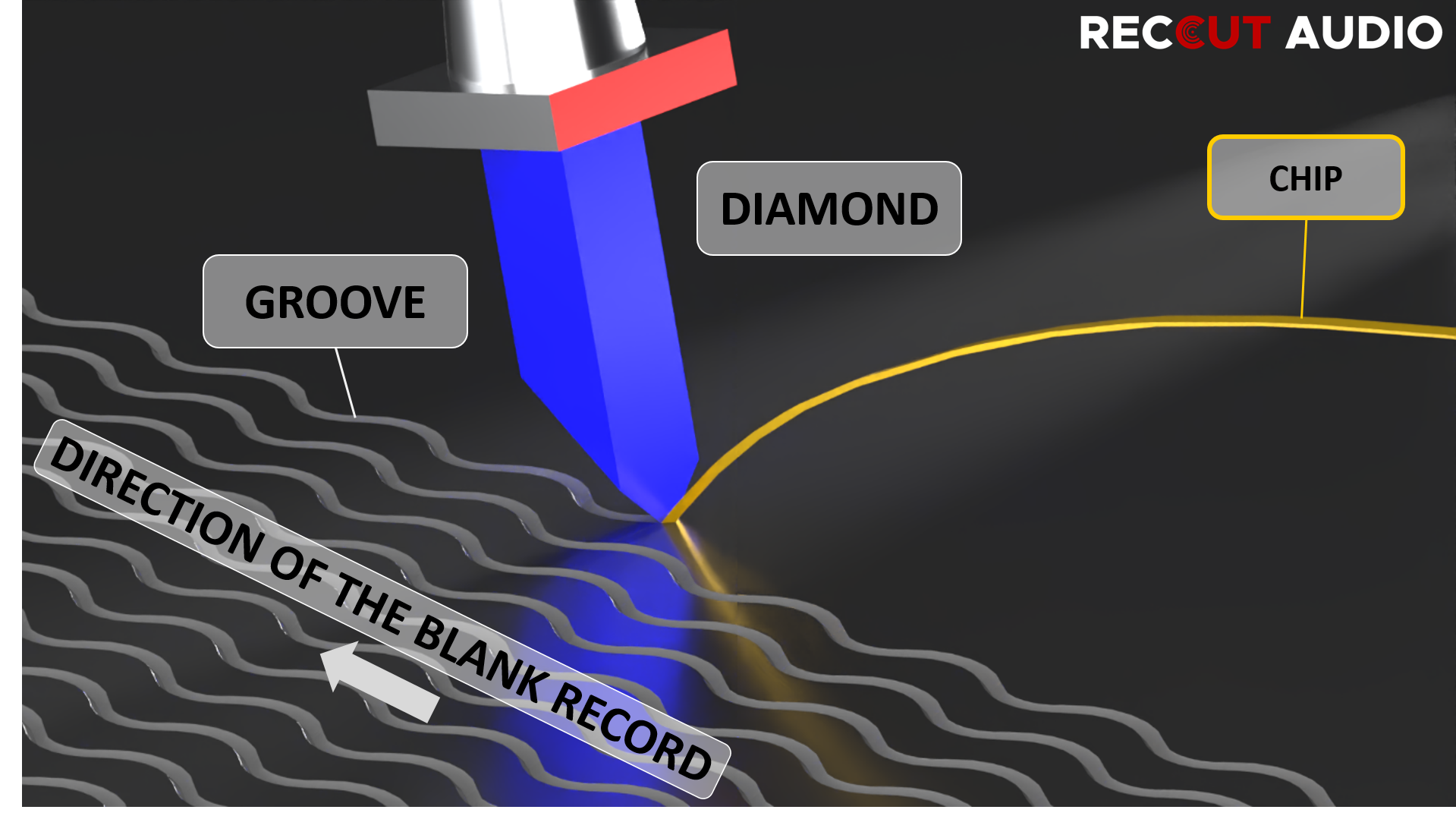
5.2. Schneiden (Cutting)
Beim Schneiden (cutten) steht der Stichel 90° oder sogar bis zu 8° gegen die Laufrichtung (ähnlich wie beim Linolschnitt). Dabei entsteht ein „Schneidefaden“ aus dem abgetragenen Material. Dieser Faden muss abgesaugt werden, da er sich sonst verfängt oder zwischen Stichel und Platte kommt und den Stichel zum Springen bringen kann. Der Auflagedruck ist geringer als beim Embedding was ein leichteres Bewegen der Nadel im Material ermöglicht. Die Qualität ist viel höher (hohe Frequenzen und gute Stereoeffekte sind möglich) und es wird mit Saphir- (in Lack) oder Diamantnadel (in PVC oder PETG) geschnitten.
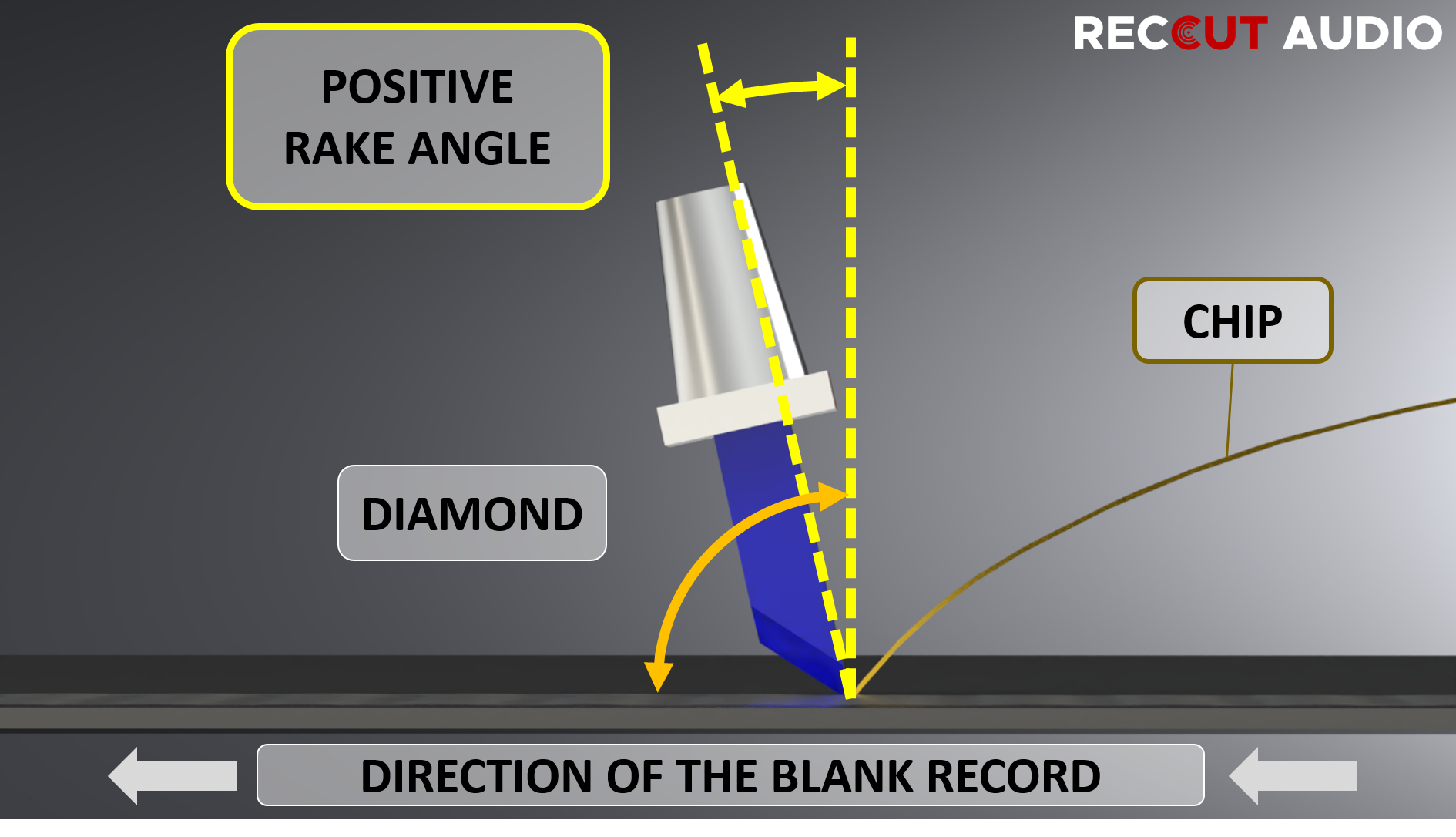
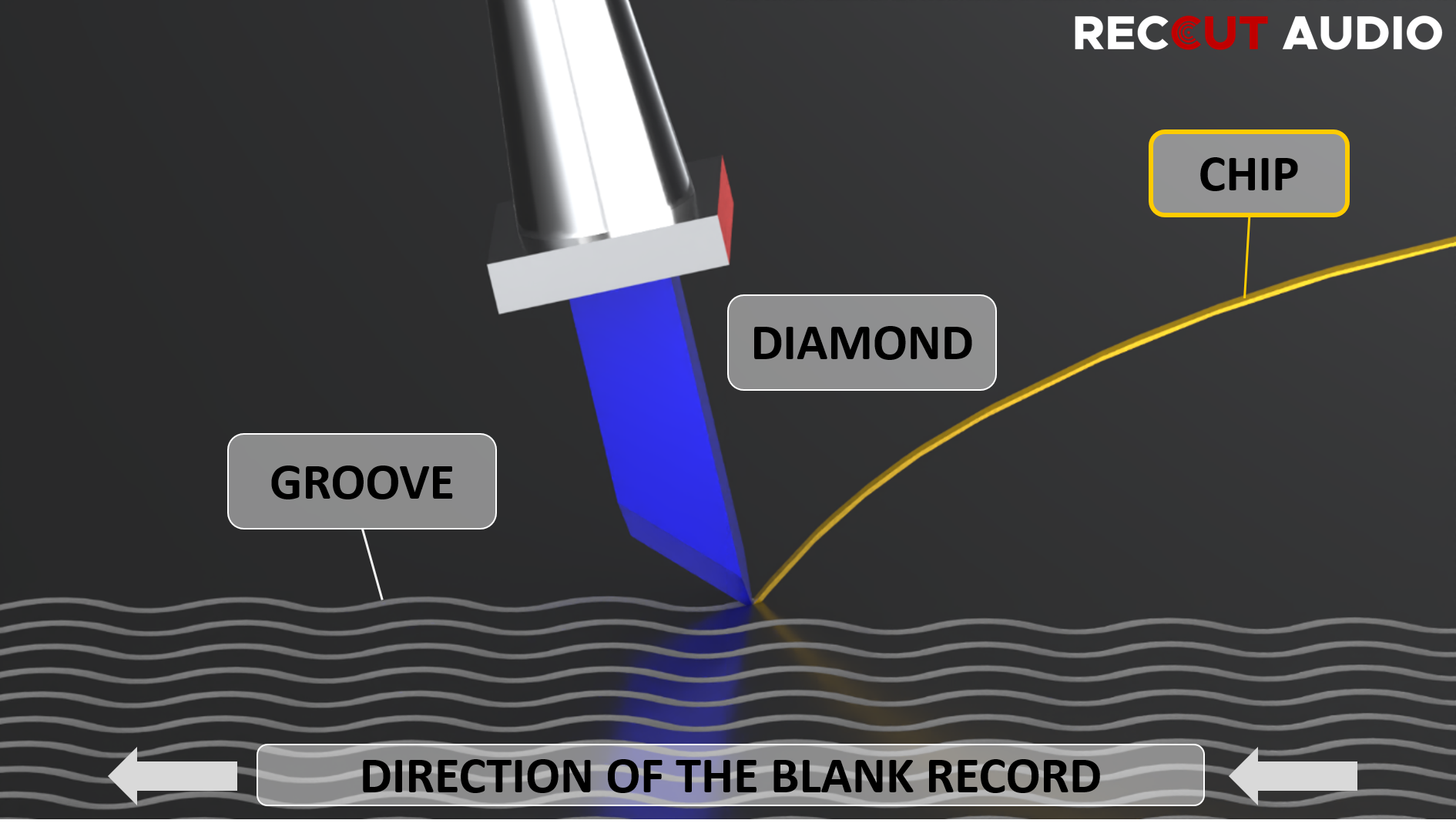
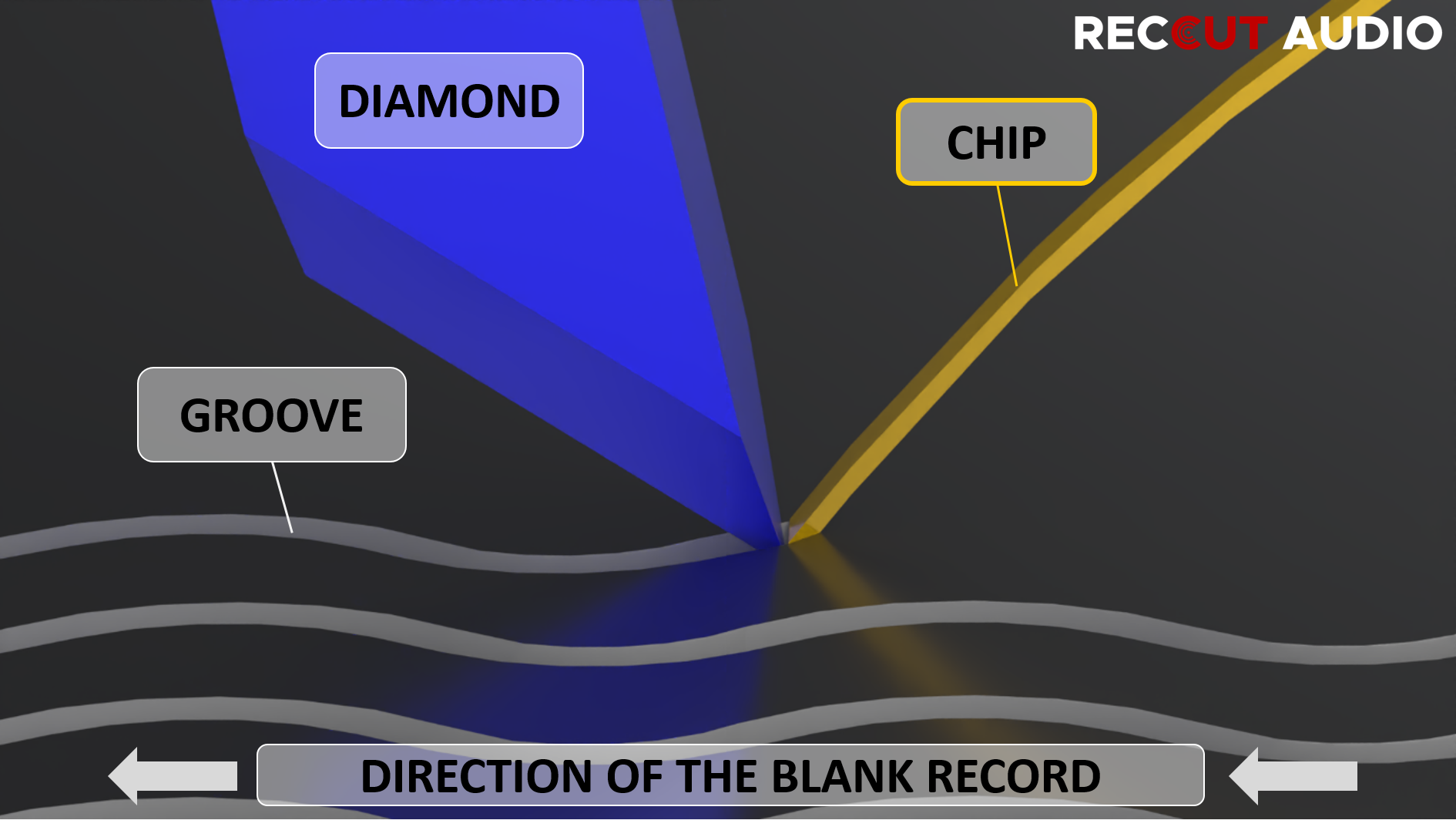
Abbildung: Schneiden (Cutting) mit Diamant
verwendet beim CH9 das Prinzip CUTTING mit Schneidespan. Es ist aber mit Anpassungen auch Embedding möglich.
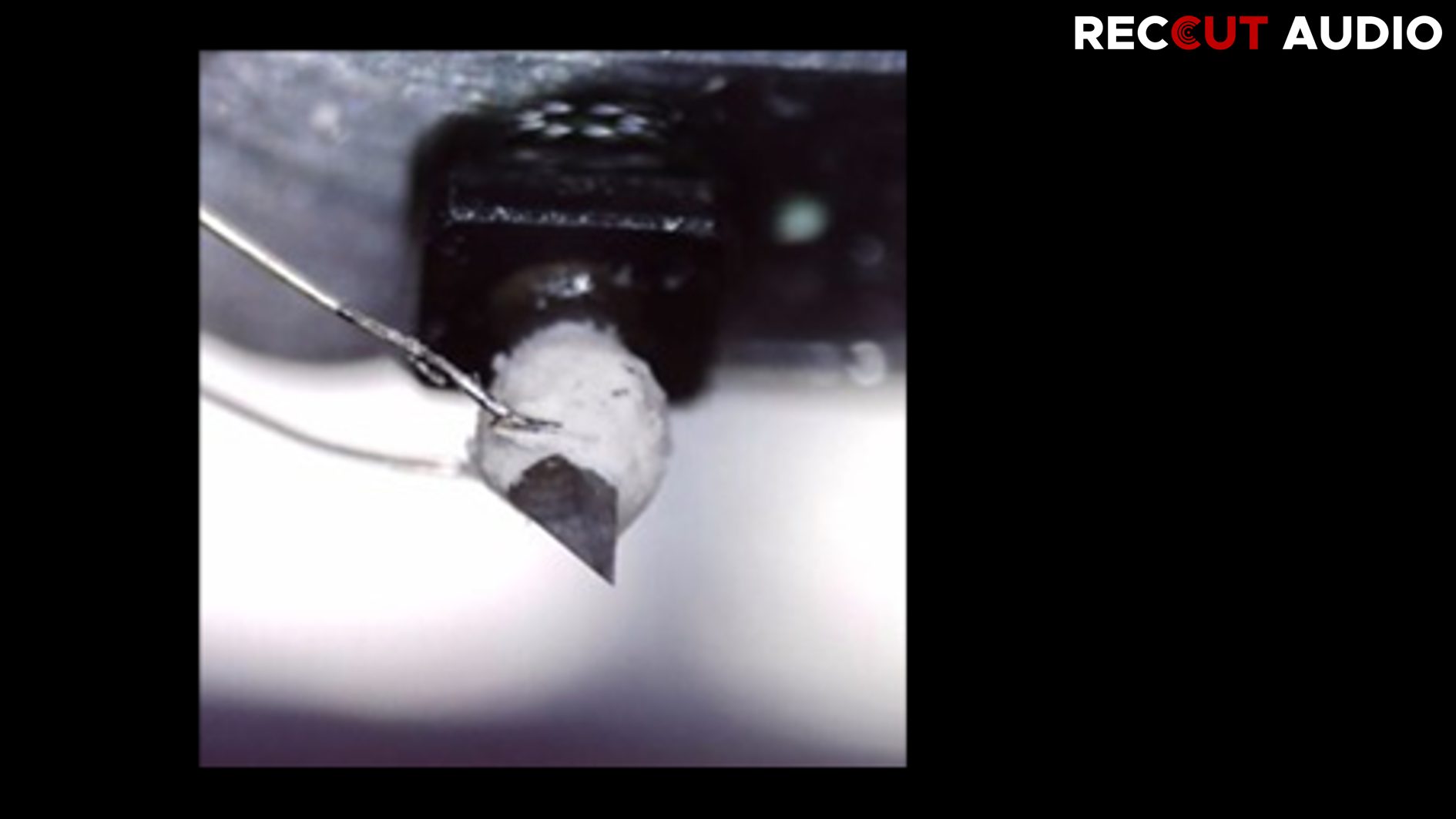
6. SCHNEIDESTICHEL (STYLUS)
Der Schneidestichel besteht aus Saphir oder Diamant. Anders als bei Tonabnehmersystemen sind die Flanken (flach) im 90° Winkel und die Spitze ist nicht abgerundet. (Ein Tonabnehmer – ob Rund- oder Ovalschliff – tastet beim Abspielen die Flanken ab).
Saphir und Diamantstichel können mehrmals nachgeschliffen werden.
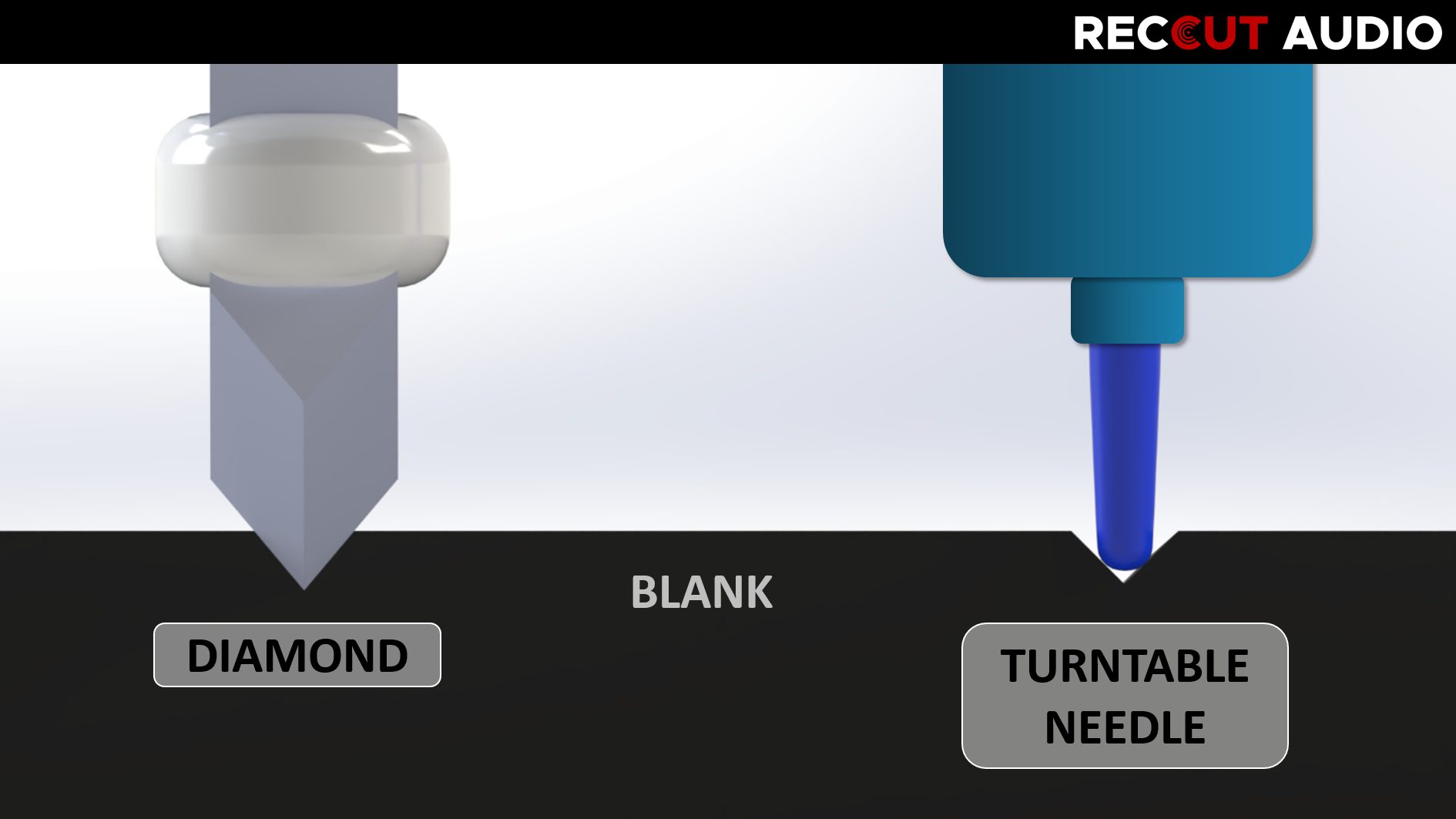
Abbildung: Stylus vs. Tonabnehmer
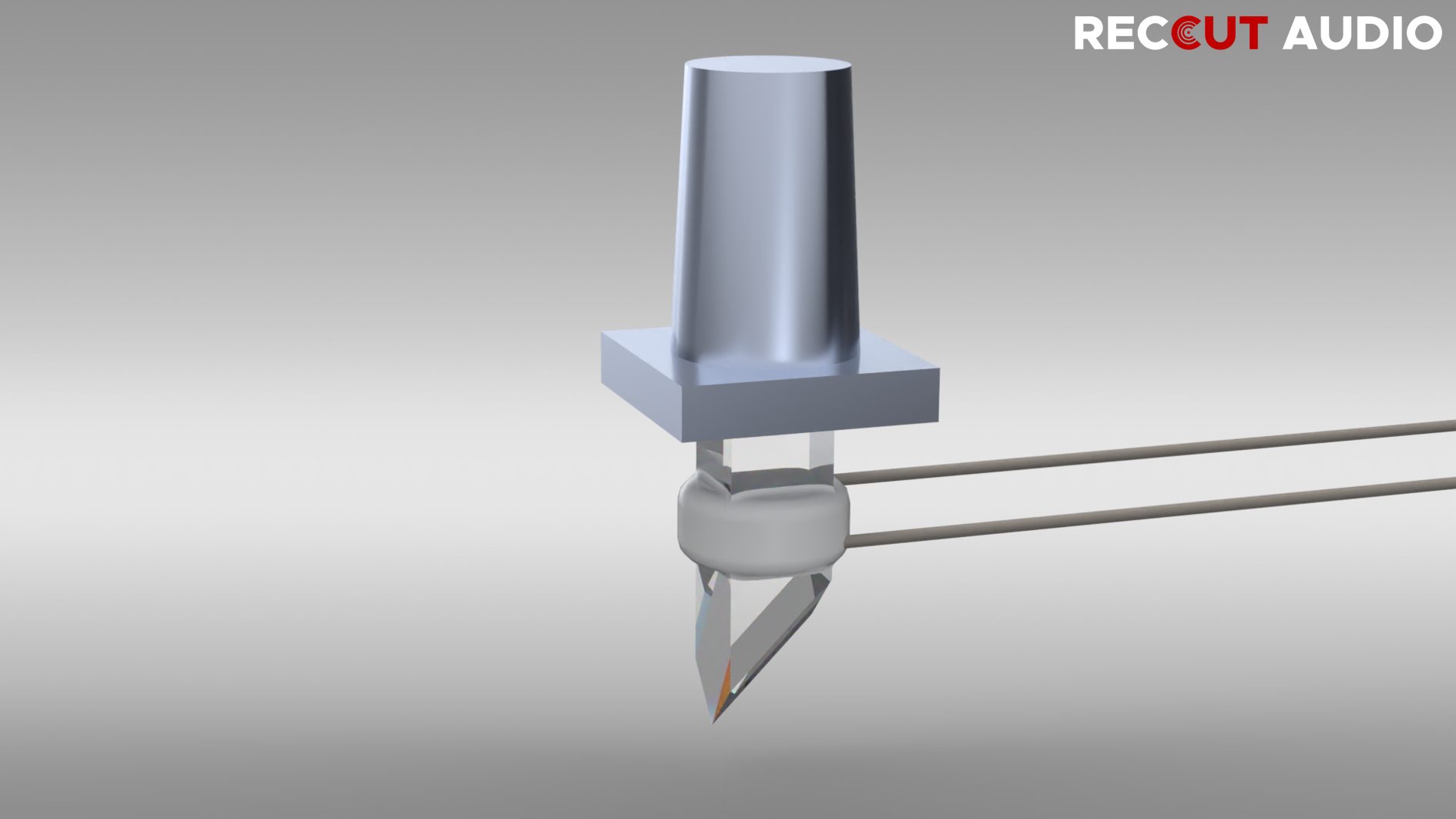
Abbildung: 320 Diamant Stylus mit Heizungsdraht
verwendet beim CH9 Schneidekopf einen beheizten Diamant Schneidestichel Typ 320
7. AUFLAGEDRUCK
Ähnlich wie beim Plattenspieler muss der Stichel mit bestimmter Auflagekraft in die Platte schneiden bzw. drücken. Der Auflagedruck bestimmt die Schnittbreite (ca. 40µm) und –tiefe (ca. 20µm). Wenn kein Signal übertragen wird (Startrille, Pause zwischen zwei Songs, Endrille) verringert sich die Schnitttiefe, was wiederum ausgeglichen werden muss, da sonst beim Abspielen die Nadel aus der Rille „springen“ kann. Erhöhter Auflagedruck kann auch einen geringfügig abgenutzten Stichel kompensieren.
verwendet beim FP9 eine variabel einstellbaren Auflagedruck mit einstellbarer Automatisierung und Dämpfung.
Beim beheizten Stichel ist ein Heizdraht um den Edelstein gewickelt und mit Strom durchflossen. Ein beheizter Stichel kann die Nebengeräusche (Silent Cut) durch die Wärme beim Schneiden verringern.
Bei einem Stromfluss von ca. 0,7A beginnt der Heizdraht zu glühen. Dabei erreicht er eine Temperatur zwischen 500°C und 850°C!
Abbildung: Schneidestichel mit Heizungsdraht
verwendet beim FP9 eine variabel einstellbare Temperaturregelung mit automatischer Temperaturkontrolle und -regelung. Der Heizdraht des CH9 ist ebenfalls regelbar einstellbar und soll 0,6A nicht überschreiten.
Ebenso wichtig wie die Stichelheizung ist die Plattenheizung. Eine „warme“ Platte ist besser und vor allem leiser zu schneiden. Die Plattentemperatur bei PETG-Platten sollte dabei zwischen 30° und 45 liegen. Die Temperatur beeinflusst damit auch den „Schneidefaden“ des abgetrennten Materials. Zu hohe Temperaturen verformen den Rohling und lassen den „Schneidefaden“ beim Schneiden schmelzen und verkleben (was ein Absaugen unmöglich macht). Zu geringe Temperaturen verringern die Schnittqualität.
Wünschenswert ist in diesem Zusammenhang auch eine Luftfeuchtigkeit von 50 %.
9. RILLENABSTAND und RILLENTIEFE
Je Seite eine Rille! Mit Rillenabstand ist der Abstand der Rille von einer Umdrehung zur Nächsten gemeint. Je nach Lautstärke bei der Aufnahme und Frequenz (niedrige Frequenzen brauchen mehr Platz) kann im Extremfall der Stichel bis zu 200µm in jede Richtung ausschlagen (gesamte Rillenbreite somit bis zu 400µm)! Damit die geschnittene Rille nicht mit der Rille bei der folgenden Umdrehung überlappt, muss somit ein Rillenabstand (Vorschub) von ca. 420µm ausgeführt werden (bei Embedding muss der Abstand noch größer sein, weil beim Drücken etwas an Material in die Rille der vorhergehenden Rille gedrückt wird).
9.1. Konstanter Rillenabstand
Bei konstantem Rillenabstand (420µm) wäre die Zeit für Musik bald abgelaufen (bei 33,3U/min max. 6 Minuten). Wenn man leiser und weniger Bässe schneidet (z.B.: ab 40Hz) kann man theoretisch bis zu 20 Minuten Musik schneiden.
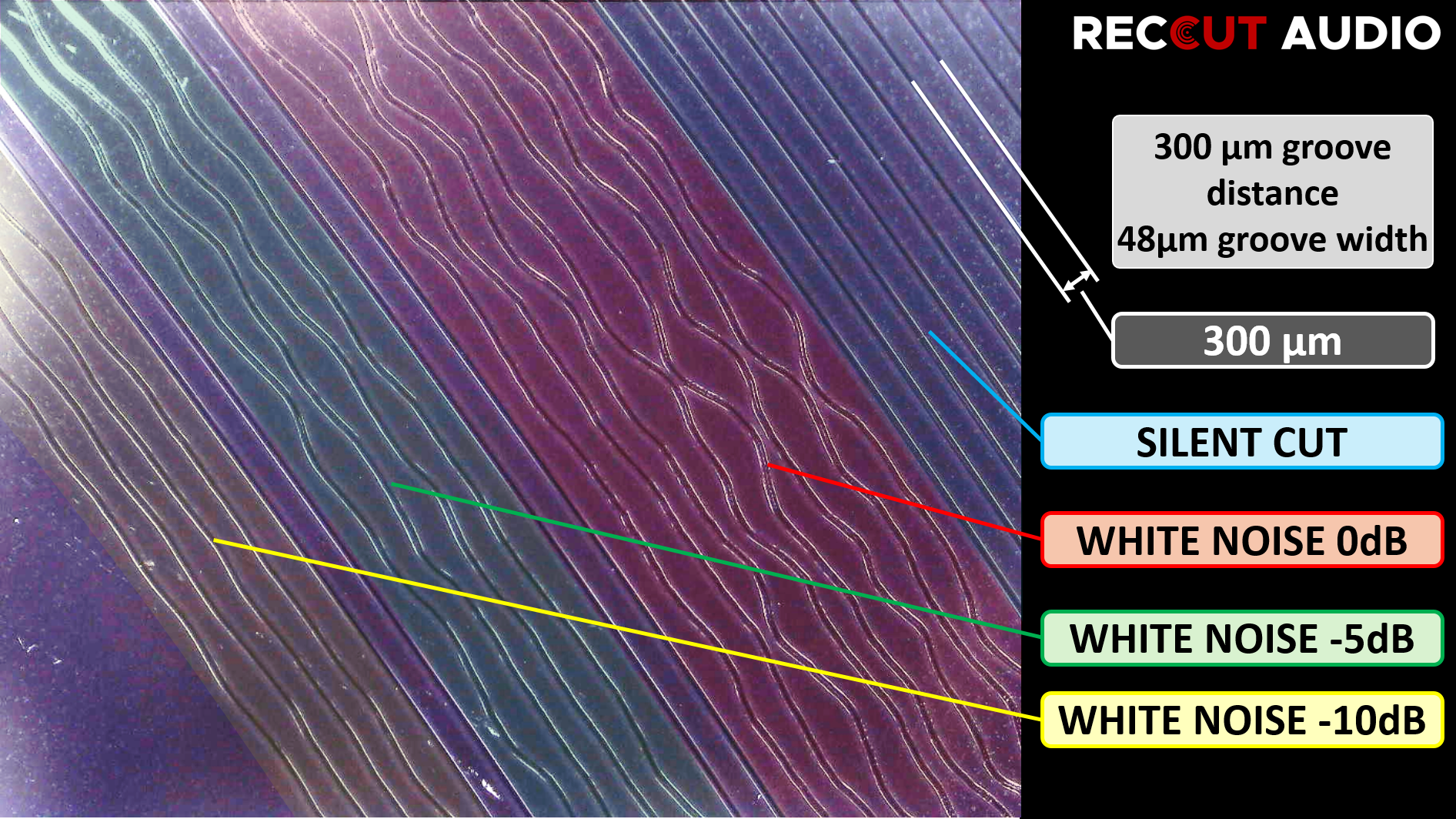
In der Abbildung 22 ist der Schnitt eines Signales mit konstantem Vorschub von 300µm/Umdrehung dargestellt. Unterschiedliche Lautstärken beim Schneiden zeigen die unterschiedlichen „Ausschläge“ der Rille (dabei ist die Rillenbreite selbst mit 48µm relativ konstant).
Abbildung: Geschnittenes White Noise Signal bei konstantem Vorschub von 300 MIKROMETER/UMDREHUNG und unterschiedlichen Lautstärken
9.2. Variabler Rillenabstand
Bei variablen Rillenabstand verändert sich der „Vorschub“ abhängig von Aufnahmelautstärke und -frequenz. So wird der Vorschub bei leisen Stellen auf 80µm verringert und bei lauten Stellen auf 400µm erhöht. Somit kann man auch bei „lautem“ Schnitt länger aufnehmen. Es ist allerdings ein sehr aufwendiges Verfahren, da im Idealfall das Musiksignal eine halbe Plattenumdrehung (0,9 Sekunden bei 33U/min) vor dem Schnitt, als Vorhörsignal, verfügbar sein muss.
In jedem Fall darf der Vorschub nicht „ruckartige“ durchgeführt werden, da plötzliche Änderungen von 1µm bereits einen gut hörbaren Ton erzeugen würden. Dafür werden hochpräzise Antriebsspindeln verwendet.
Variabler Vorschub und Tiefenkontrolle optimieren Spieldauer und Pegelfähigkeit bei längeren LPs durch die effiziente Nutzung des Platzes auf der Schallplatte. Im Wesentlichen werden die Rillen bei niedrigem Signalpegel schmaler und dichter beieinander angeordnet, während sie bei steigendem Signalpegel tiefer und weiter voneinander entfernt angeordnet werden.
Die notwendigen Berechnungen zum Rillenabstand basieren auf drei Faktoren:
Örtliche Position (Radius) der inneren Rillenwand (linker Kanal). Die Informationen werden für eine Umdrehung gespeichert, damit die äußere Rillenwand (rechter Kanal) der folgenden Rille nicht berührt wird.
Örtliche Position (Radius) der äußeren Rillenwand (rechter Kanal). Basierend auf dem Vorhörsignal des rechten Kanals wird die künftige Position berechnet.
Vorschubänderung als Folge niedriger Frequenzen. Da bei niedrigen Frequenzen vertikal tiefer geschnitten wird (mehr Platzbedarf), nutzt man dazu das Stereo-Vorhörsignal um den Platzbedarf zu berechnen.
In der folgenden Abbildung ist das Bild der Rillen zueinander dargestellt:
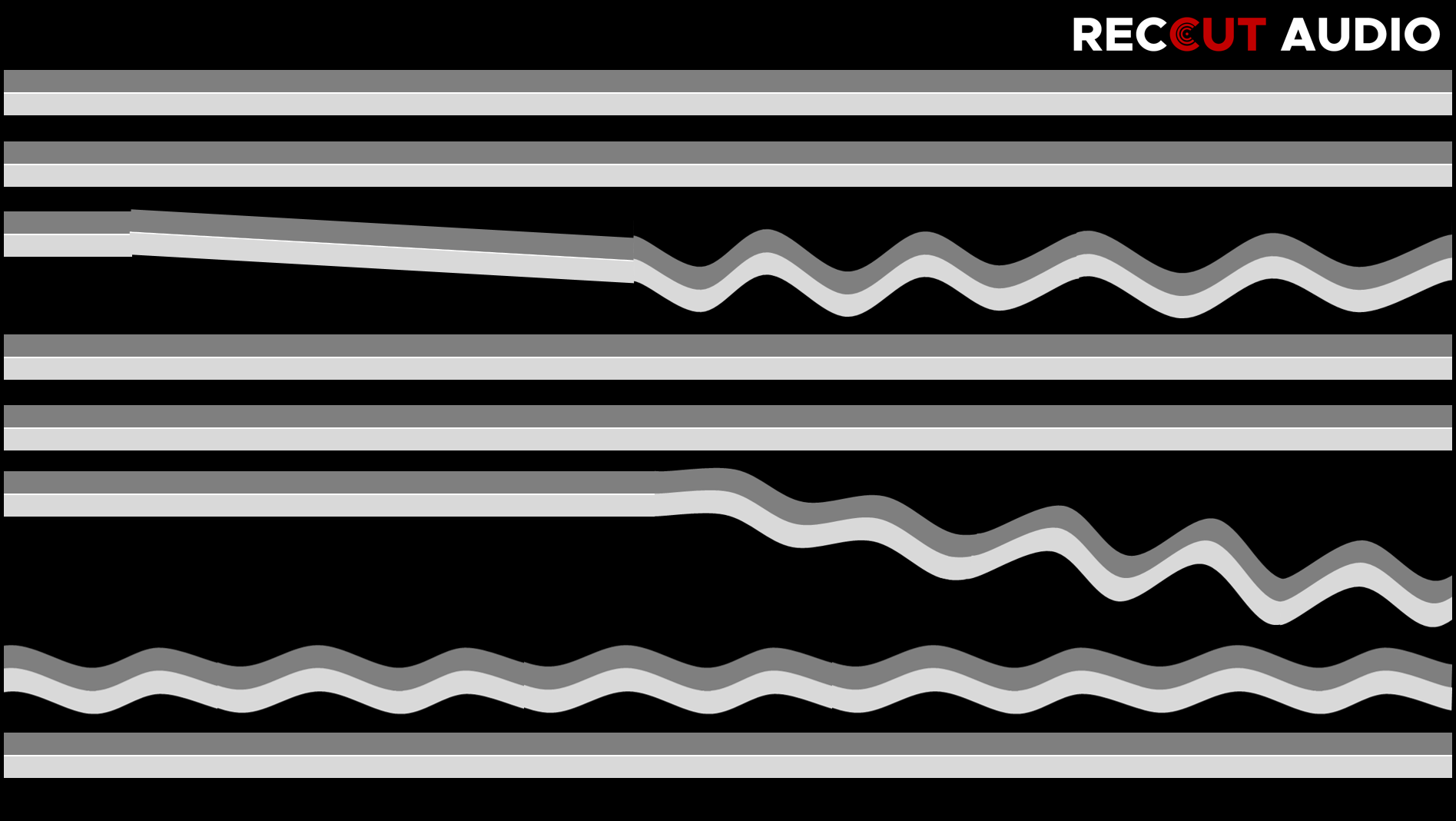
Abbildung: Variable Rillensteuerung
verwendet beim FP9 sowohl eine fixe, alsauch eine variable Rillenabstandsteuerung. Dabei kann bei Fixer Rillensteuerung ein Rillenabstand von 70µm bis 250µm fein eingestellt werden. Bei der Variablen Rillenabstand-Steuerung können Grenzwerte eingestellt werden. Diese funktioniert dann mit einem separaten -Eingang für das Vorsignal.
Der oben erwähnte „Schneidefaden“, der aus dem abgetragenen Material entsteht, muss über ein Saugrohr (dann ein Schlauch) direkt neben den Schneidestichel abgesaugt werden. Das wird im besten Fall durch eine Hochleistungs-Rotationspumpe umgesetzt.
Statische Aufladungen erschweren das Absaugen der Späne. Diese statischen Aufladungen entstehen durch das Schneiden des kohlenstoffhaltigen Diamanten auf dem Kunststoff-Schallplattenrohling. Dies lässt sich durch das Auftragen von antistatischem Material auf den Rohlingen reduzieren. Zu hohe (oder zu geringe) Luftfeuchtigkeit erhöht ebenfalls elektrostatische Probleme. Daher sollte die Luftfeuchtigkeit beim Schneiden 50 % betragen.

Abbildung: Rotationspumpe - Seitenkanalverdichter
Kolbenpumpen würden einen pulsierenden Luftstrom erzeugen, welcher wiederum (wegen der Nähe zum Schneidestichel) den Stichel hin und her bewegen, was wiederum beim Abspielen hörbar ist. Eine Hochleistungs-Rotationspumpe erzeugt einen gleichmäßigen Luftstrom und überhitzt nicht. Der „Schneidefaden“ muss vor der Pumpe noch in einem Behälter aufgefangen und gesammelt werden, da er auf Dauer die Pumpe beschädigen würde.

Image: Reccut Audio SU9 Absauganlage
verwendet beim SU9 einen Seitenkanalverdichter. Dieser kann manuell oder über das Hauptgerät FP9 automatisch gesteuert werden.
11. AUDIO SIGNALBEARBEITUNG
11.1. IRIAA EQUALIZER
Würde man ein Musikstück ungefiltert schneiden, dann würden niedrige Frequenzen (20-400Hz) viel zu laut wiedergegeben werden und hohe Frequenzen (ab 5kHz) fast nicht zu hören sein. Das liegt daran, dass 10W eines Signales bei 100Hz die Antriebsspule (wie einen Lautsprecher) und somit den Schneidestichel langsam und stark bewegen kann. 10W eines Signales bei 5.000Hz bewegt den Schneidestichel zwar schnell aber kaum mit einem nennenswerten Ausschlag. (Das hat mit dem Verhältnis aus Frequenz und Amplitude zu tun).
Daher wurde in den 60er Jahren die Schneidekennlinie IRIAA (Inverse RIAA-Entzerrkurve) festgelegt.
Dabei werden niedrige Frequenzen gedämpft und hohe Frequenzen verstärkt. (Phonoverstärker sind für die Wiedergabe mit RIAA-Equalizer ausgestattet, was beim Abspielen der Schallplatte im gleichen Maße die niedrigen Frequenzen verstärkt und hohe Frequenzen dämpft.)
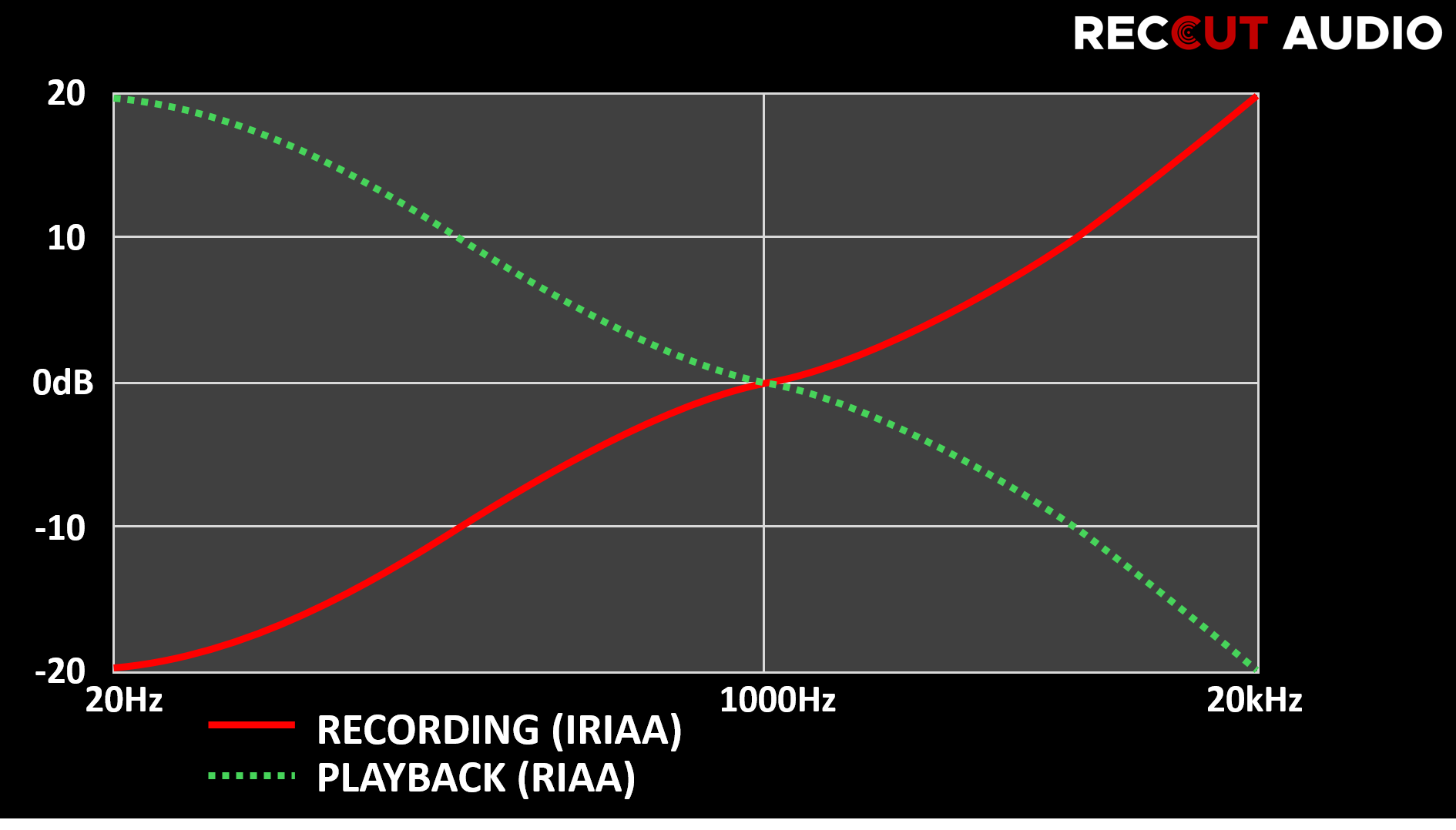
Abbildung: IRIAA Equalizer Kennlinie zur Aufnahme (rot) und RIAA Equalizer Kennlinie zur Wiedergabe (grün)
Besitzt im FP9 Hauptgerät einen analogen (abschaltbaren) IRIAA Equalizer.
11.2. HOCH- TIEFPASSFILTER
Ein Hochpassfilter lässt „hohe“ Frequenzen passieren. Da im Audiobereich diese Filter eingesetzt werden um ein Frequenzband unterhalb eines Bereiches von z.B.: 20Hz abzuschneiden (also Frequenzen ab 20Hz passieren lassen) werden sie auch LowCut-Filter genannt. Beim Plattenschneiden sollen zu tiefe Frequenzen vermieden werden. Weil Sie „viel Platz“ verbrauchen und weil im Extremfall die Nadel beim Abspielen aus der Rille springen kann.
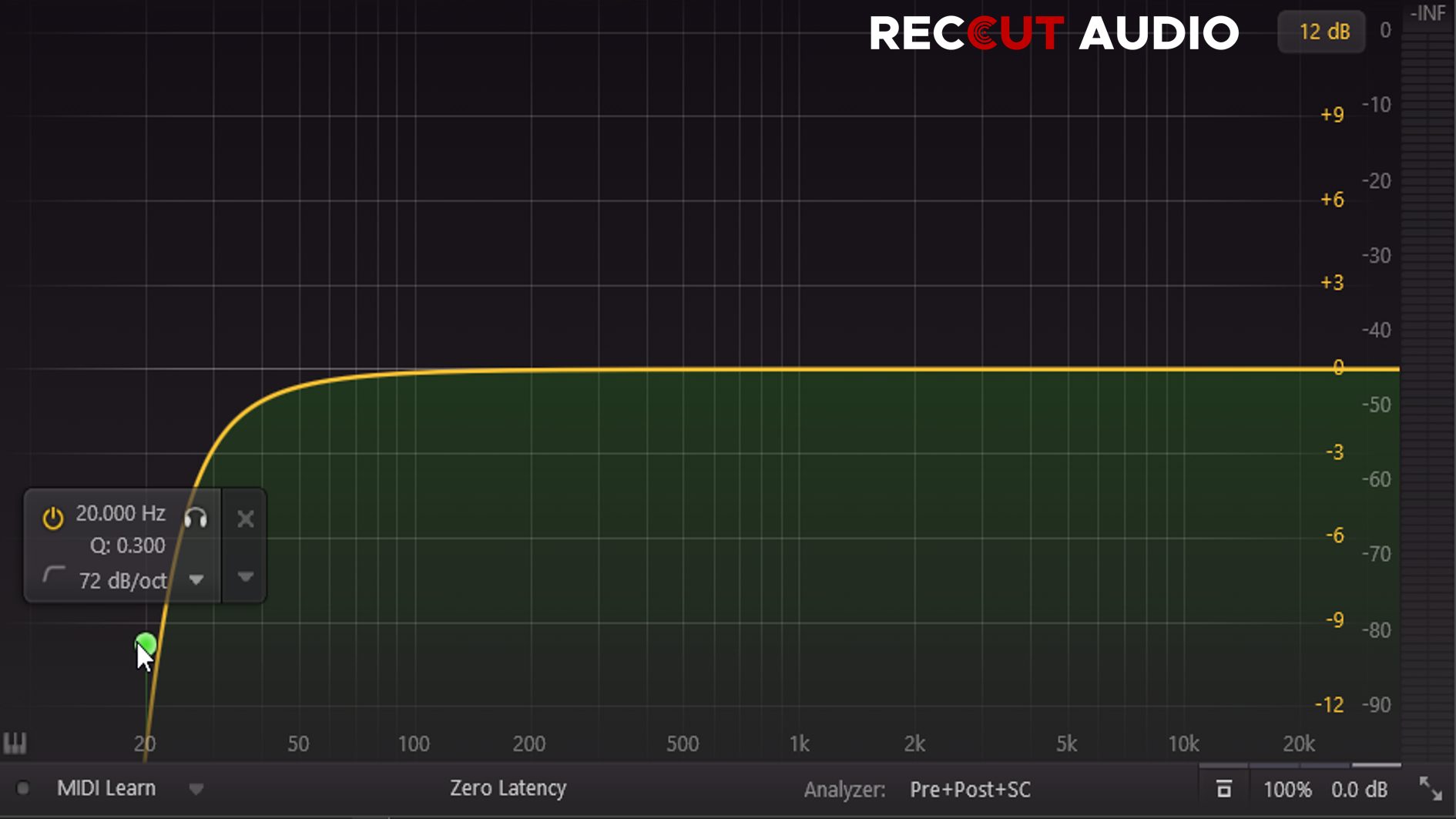
Abbildung: Hochpass- (Low-Cut-) Filter (20Hz -72dB) ; FAB Filter Plug-In (in der DAW)
Ein Tiefpassfilter lässt „tiefe“ Frequenzen passieren. Da im Audiobereich diese Filter eingesetzt werden um ein Frequenzband oberhalb eines Bereiches von z.B.: 20kHz abzuschneiden (also Frequenzen bis 20kHz passieren lassen) werden sie auch HighCut-Filter genannt. Beim Plattenschneiden sollen zu hohe Frequenzen vermieden werden weil der Schneidekopf dadurch extrem belastet wird (Spulen können durchbrennen).
Das entsteht durch die starke Verstärkung der IRIAA Kennlinie die bei 20kHz um +20dB verstärkt wird. Auf die 20W Spule des Schneidekopfes können dann bis zu 300W anliegen (wenn der Verstärker die Leistung hat). Bei 10kHz wird „nur“ noch +13dB verstärkt.
Ein HighCut-Filter sollte für das Plattenschneiden zwischen 14kHz und 18kHz eingestellt werden.
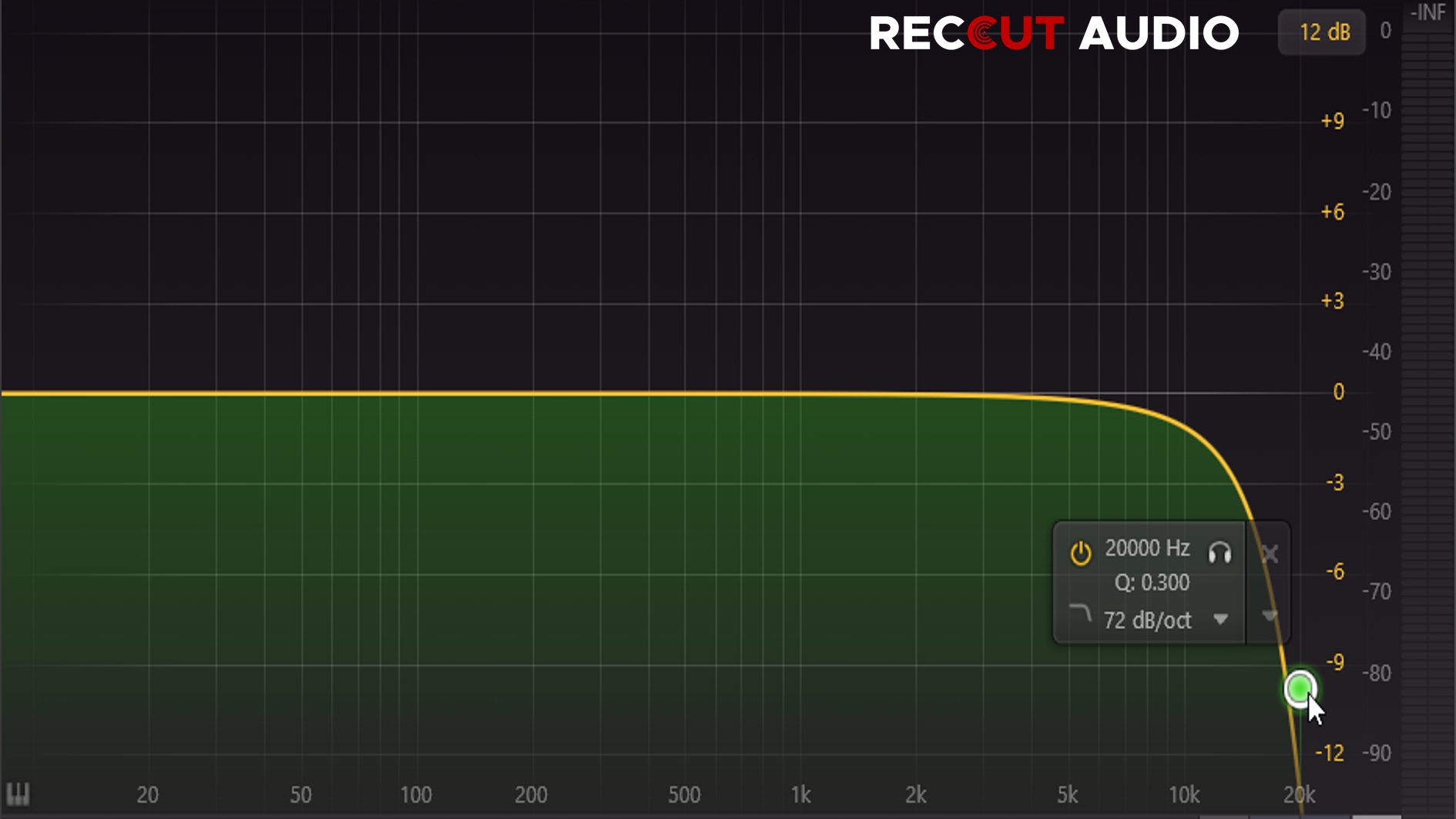
Abbildung: Tiefpass- (High-Cut-) Filter (20kHz -72dB) ; FAB Filter Plug-In (in der DAW)
Besitzt im FP9 Hauptgerät besitzt am Audioeingang einen analogen 18kHz High-Cut-Filter mit -80dB (Butterworth 4.Ordnung).
11.3. ELLIPTIC EQUALIZER (EEQ)
Dieser Equalizer wird nur für Stereo-Schnitte benötigt. Da es bei Musikstücken im Bereich sehr niedriger Frequenzen in Stereo dazu kommen kann, dass der linke und rechte Kanal phasenverschoben den Bass spielen, würde das auch so geschnitten. Das Problem entsteht beim Abspielen, weil dann die Nadel aus der Rille springen kann. Daher muss bereits beim Schneiden dafür gesorgt werden, dass so etwas nicht passiert. Daher wird der EEQ eingesetzt. Er „monoisiert“ geringe Frequenzen und sollte für das Plattenschneiden unbedingt eingesetzt werden. Ab der ausgewählten Frequenz soll er ohne Verzerrung Stereosignale wiedergeben.

Abbildung: EEQ ; 150Hz; FAB Filter Plug-In (in der DAW)
Umsetzung durch externen Ellyptic Equalizer oder durch ein Plug-In (in der DAW)
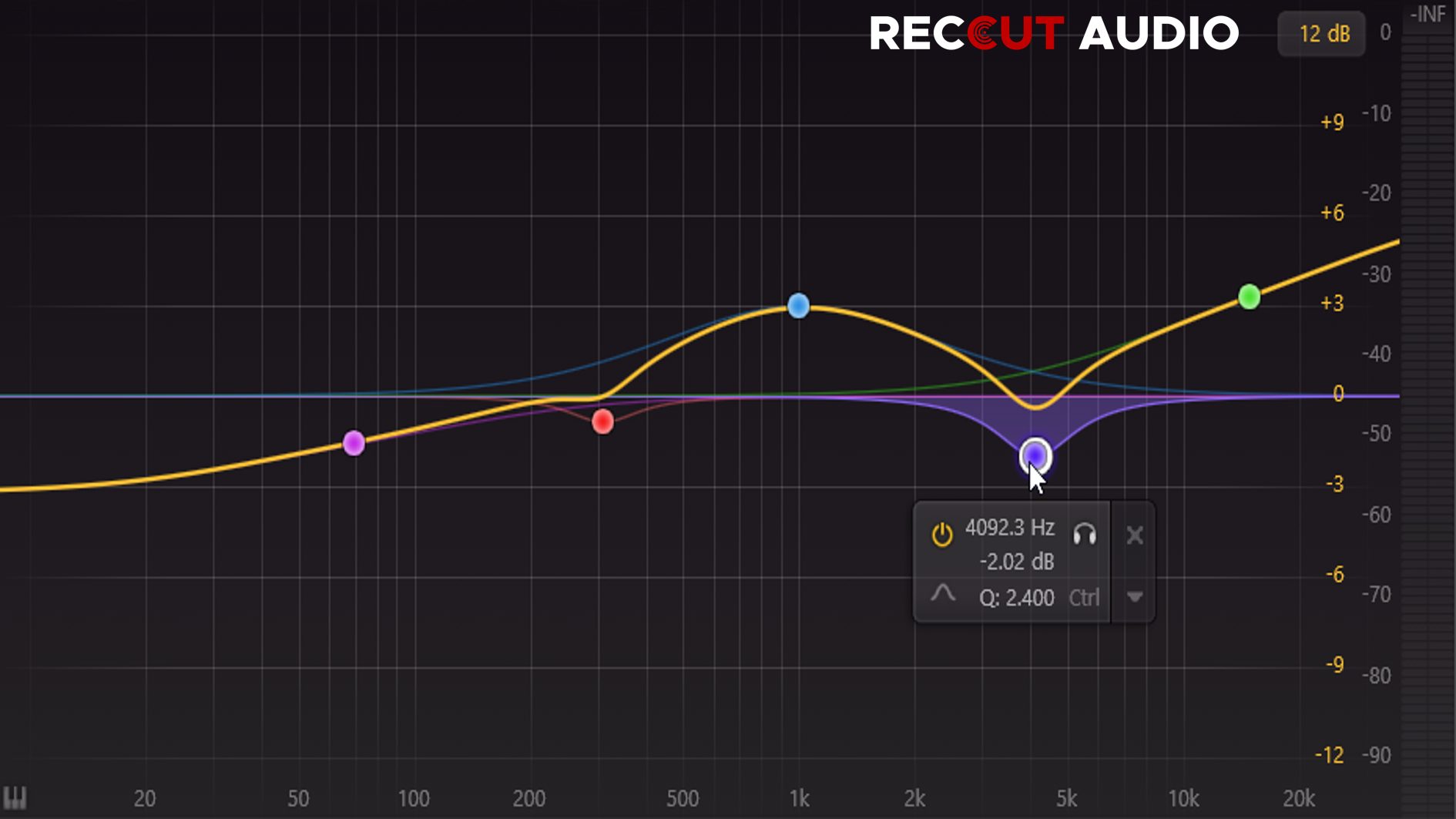
11.4. PARAMETRIC EQUALIZER
Ähnlich einem Grafik-Equalizer hebt er bestimmten Frequenzen an und senkt andere ab. Allerdings macht er das nicht mit einem Regler je Frequenzbereich wie beim Grafik-Equalizer.
Der Parametric-EQ hat im Prinzip drei Regler:
FREQUENZ: Dieser Regler wählt stufenlos der Frequenzbereich (z.B.: 550Hz).
GAIN: Dieser Regler wählt stufenlos die Verstärkung bzw. Dämpfung der Frequenz (z.B.: +4,5dB)
Q: Dieser Regler wählt stufenlos die Frequenzbandbreite „Q“ – also wie „spitz“ oder „flach“ die Frequenzkennlinie sein soll. So wird bei einem Q=15 nur ein Bereich von 0,1 Oktaven beeinflusst (spitz) wobei ein Q=0,5 etwa 2,5 Oktaven umfasst (flach).
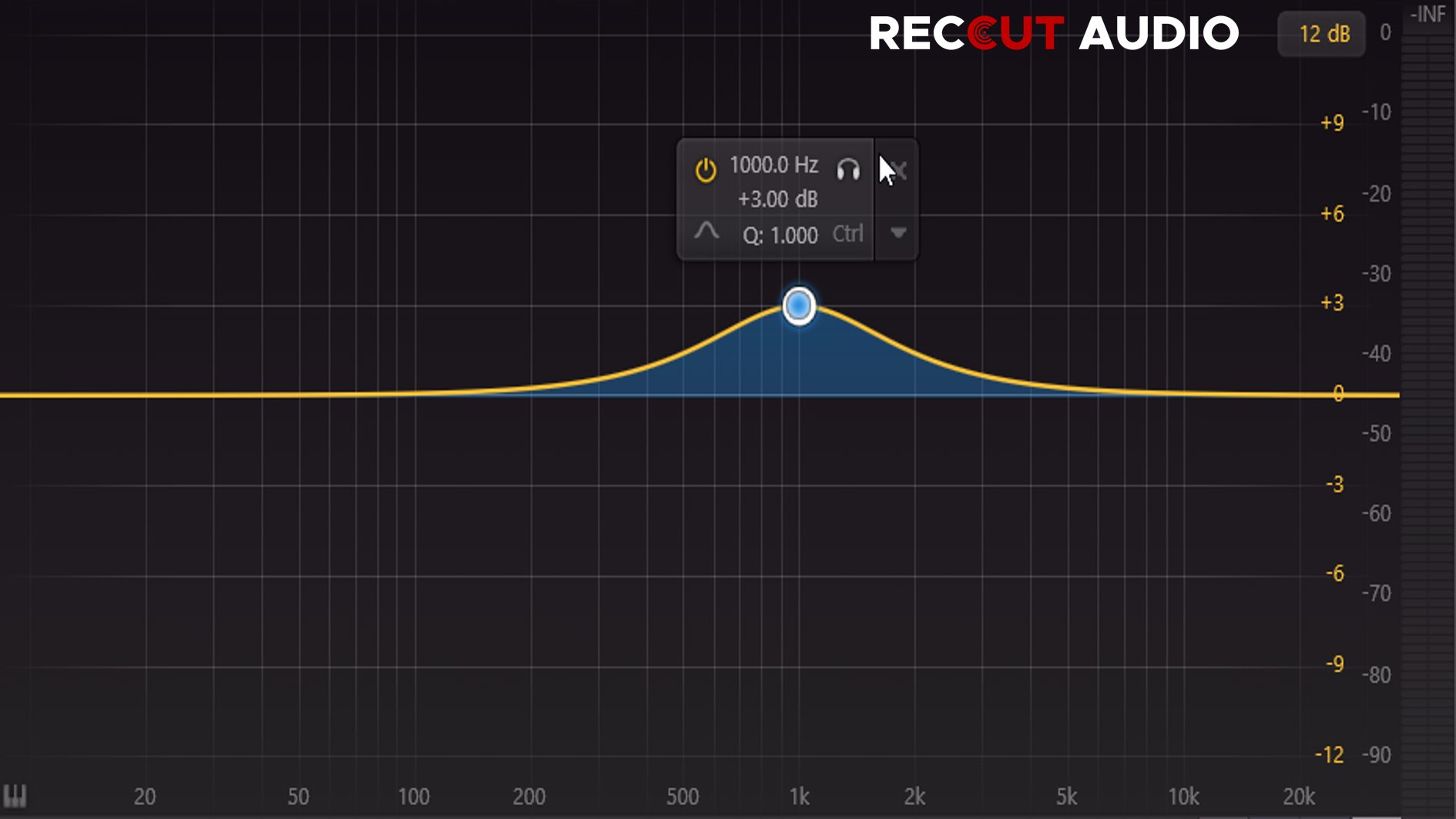
Abbildung: Parametrischer EQ 1000Hz; +3dB; Q=1; FAB Filter Plug-In (in der DAW)
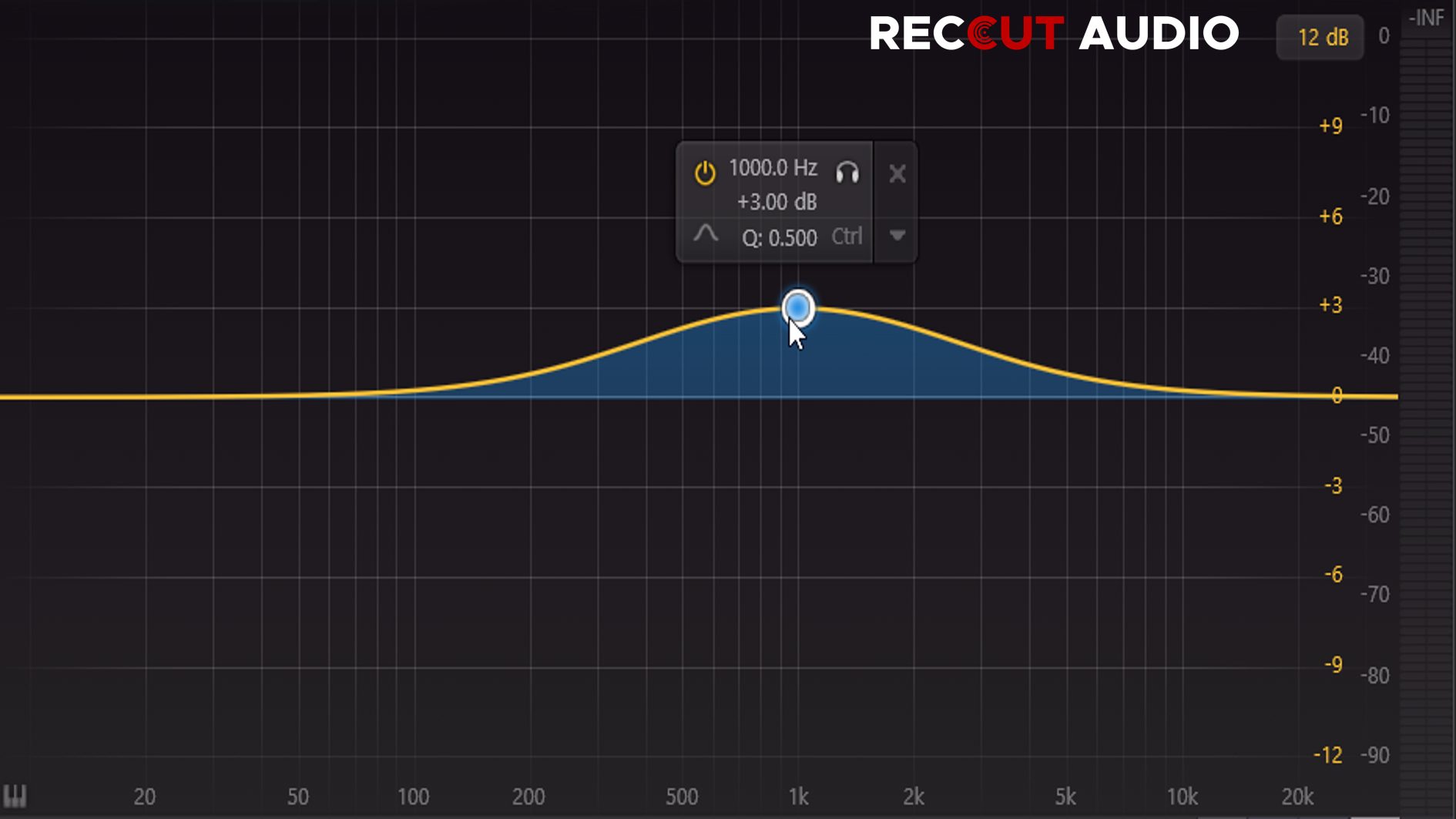
Abbildung: Parametrischer EQ 1000Hz; +3dB; Q=0.5; FAB Filter Plug-In (in der DAW)
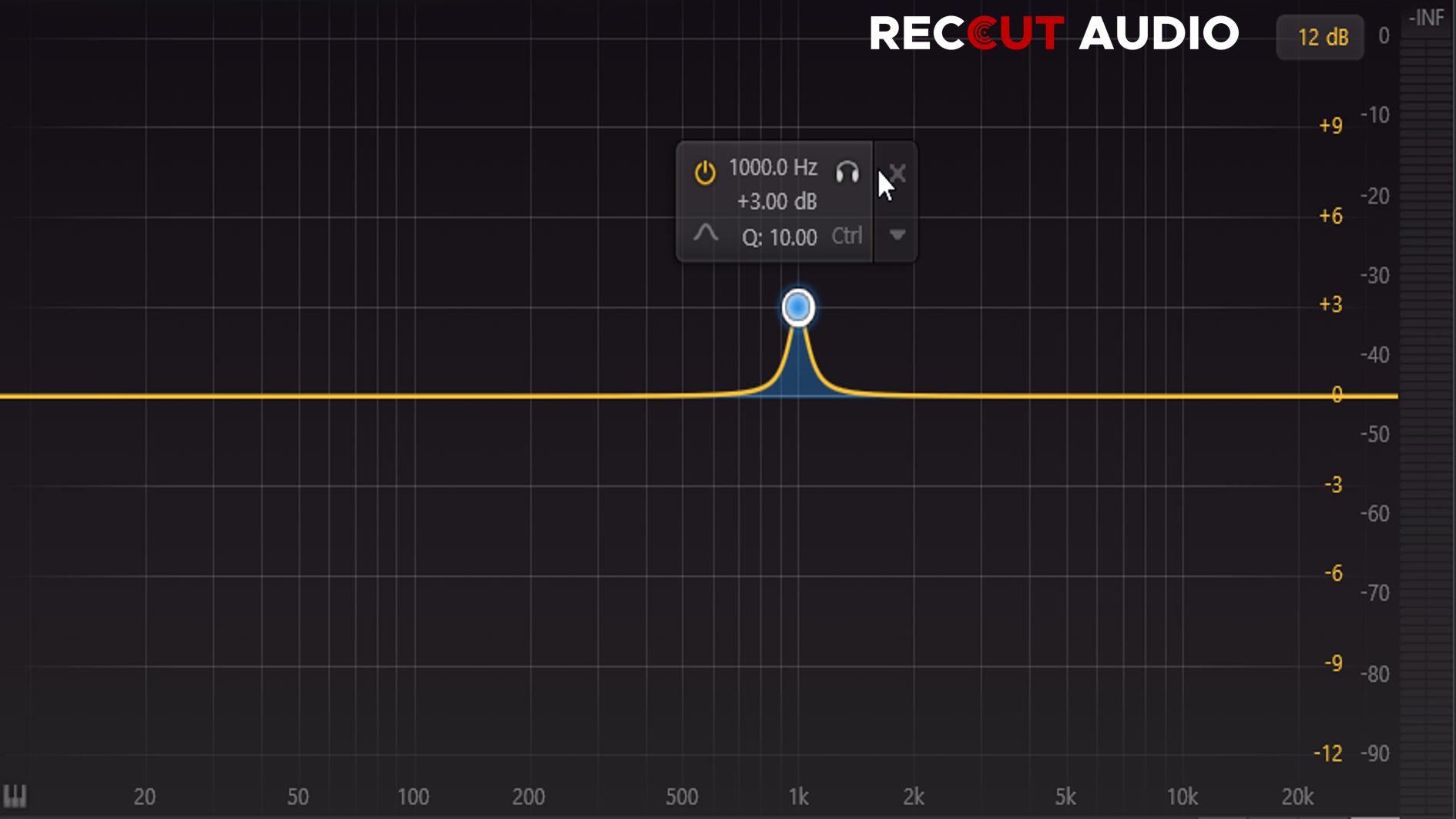
Abbildung: Parametrischer EQ 1000Hz; +3dB; Q=10; FAB Filter Plug-In (in der DAW)
Üblicherweise besteht ein parametrischer Equalizer in der Anwendung nicht aus nur einer Einheit, sondern aus mehreren Elementen zum Einsatz in unterschiedlichen Frequenzbereichen (vier bis sechs Einheiten). Damit lassen sich extreme Verzerrungskennlinien erstellen.
Das dient einerseits zur Kompensation der Resonanzkurven des Cutterhead, aber auch zum Mastern der eigenen Musik-Schnitte. Man kann somit mit mehr Bässen, Mitten oder Höhen schneiden.
Abbildung: Signalverzerrung durch fünf Parametrische EQ; FAB Filter Plug-In (in der DAW)
Umsetzung durch externen grafischen Equalizer, einen parametrischer Equalizer oder durch ein Plug-In (in der DAW)
bietet eine voreingestellte Einstellung für FAB-Filter für den CH9-Schneidekopf, um eine gute Tonqualität sicherzustellen.
11.5. FEEDBACK COIL EQUALIZER
Moderne Schneideköpfe besitzen Feedback-Spulen (eine je Kanal). Dabei wird die Bewegung der Antriebsstangen (die durch das Signal abgespeist werden) über die Feedback-Spulen gemessen. Damit werden das „originale“ Musiksignal und das Feedback-Coil-Signal verglichen, Unterschiede angepasst und somit Resonanzen kompensiert. Das bedeutet ein „sauberes“ resonanzkompensiertes Schneiden.

Abbildung: RECCUT AUDIO - FBCA-9-AMPLIFIER Signalanschlüsse auf der Rückseite
Besitzt im FP9 Hauptgerät besitzt einen analogen Stereo Feedback Compensation Amplifier (FBCA) mit einstellbarer Verstärkung und Dämpfung.
11.6. LIMITER
Ein Limiter oder Begrenzer ist ein dynamikbearbeitendes Effektgerät in einem Rig oder ein Plug-in, das den Ausgangspegel (Amplitude der Spannung des Audiosignals) auf einen bestimmten Wert herunterregelt. Dieser wird durch den „Limiter Threshold“ (Schwellenwert) festgelegt. Damit wird beim Schneiden ein Übersteuern (Clipping) verhindert.
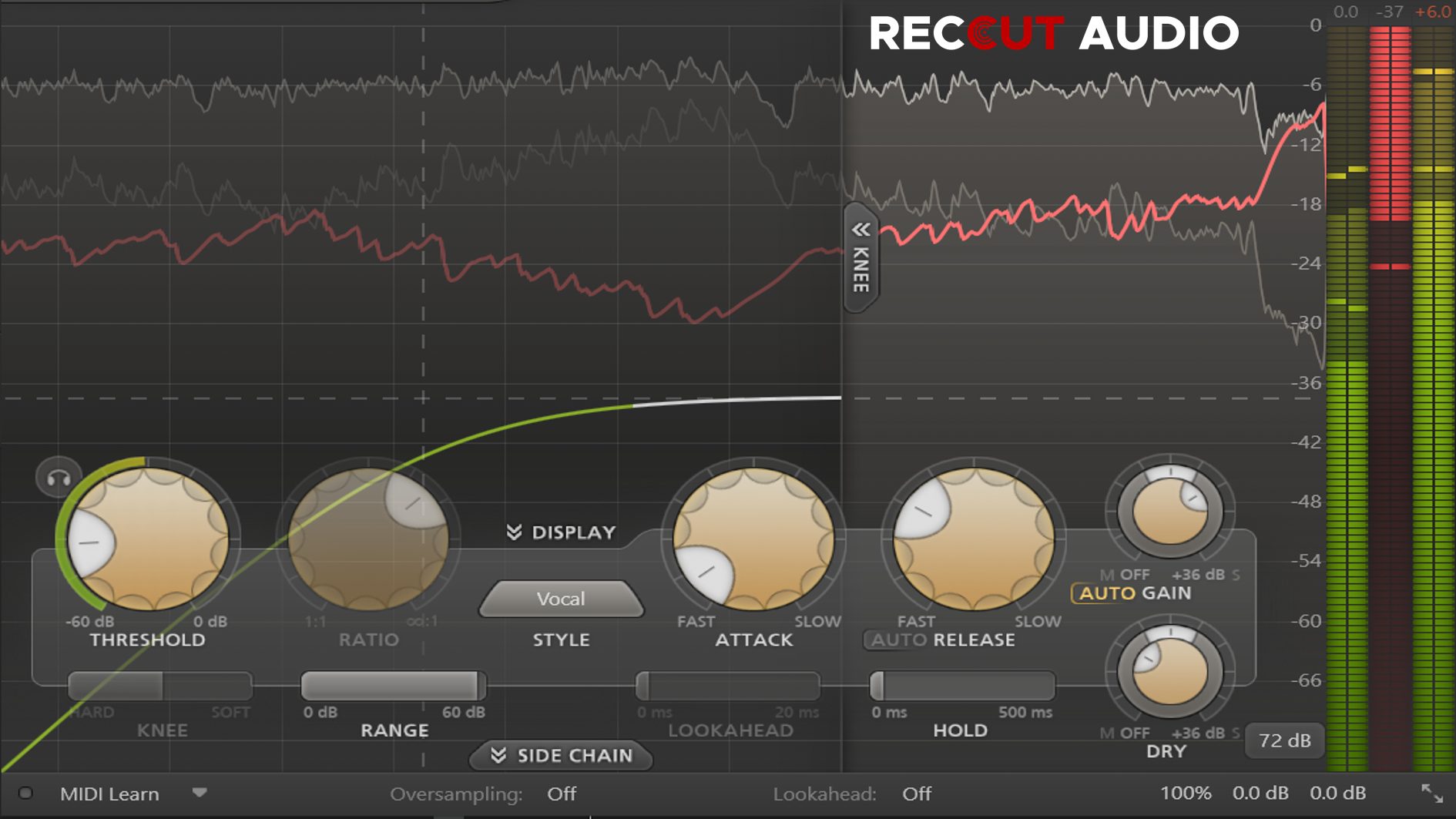
Abbildung: FAB Filter Plug-In (in der DAW)
Arbeitsweise: Eine extreme Form des Compressors – wirkt sehr schnell und hart, oft mit einem Verhältnis von 10:1 oder ∞:1.
Ziel:
Verhindert, dass Peaks über eine bestimmte Grenze hinausgehen.
Arbeitet mehr als eine „Sicherheitsbremse“.
Einsatz beim Vinyl-Mastering:
Schutz vor Übersteuerung der Schneidanlage.
Verhindert, dass die Rille zu große Auslenkungen bekommt (sonst springt die Nadel).
Dient vor allem der technischen Sicherheit, weniger dem musikalischen Gestalten.
Umsetzung durch externen Limiter oder durch ein Plug-In (in der DAW)
11.7. COMPRESSOR
Ein Compressor im Vinyl-Mastering (und auch sonst im Audio-Mastering) wird nicht direkt zum „Verstärken“ oder „Leiserstellen“ im Sinne eines Lautstärkereglers eingesetzt, sondern zur Dynamikbearbeitung.
Beim Schneiden einer Vinylplatte gibt es technische Grenzen:
Zu laute Peaks (Transienten) können dazu führen, dass die Nadel aus der Rille springt oder dass die Rille zu breit geschnitten werden müsste.
Zu große Dynamik (also starker Unterschied zwischen leisen und lauten Stellen) kann problematisch sein, weil leise Passagen im Rauschen untergehen und laute Passagen die physikalische Grenze des Mediums überschreiten.
Der Compressor hat daher folgende Aufgaben im Vinyl-Mastering:
Begrenzen von Peaks (Spitzen) – zu starke Transienten werden abgefangen, damit die Schneidanlage und die Nadel nicht überfordert werden.
Verdichten des Signals – leise und laute Stellen rücken näher zusammen. Dadurch wird die Musik auf der Platte gleichmäßiger hörbar, auch bei normaler Abspiel-Lautstärke.
Ermöglichen von mehr Gesamtlautstärke – wenn Peaks kontrolliert sind, kann der gesamte Track lauter ausgesteuert werden, ohne dass es zu Übersteuerung oder Nadelproblemen kommt.
Kurz gesagt:
Der Compressor wird beim Vinyl-Mastering eingesetzt, um die Dynamik zu zähmen und eine stabile, technisch abspielbare und klanglich konsistente Pressung zu ermöglichen.
Zusammengefasst
Compressor = Werkzeug, um kreativ und klangformend die Dynamik zu steuern.
Limiter = Werkzeug, um technisch zu verhindern, dass etwas „über die Kante“ geht.
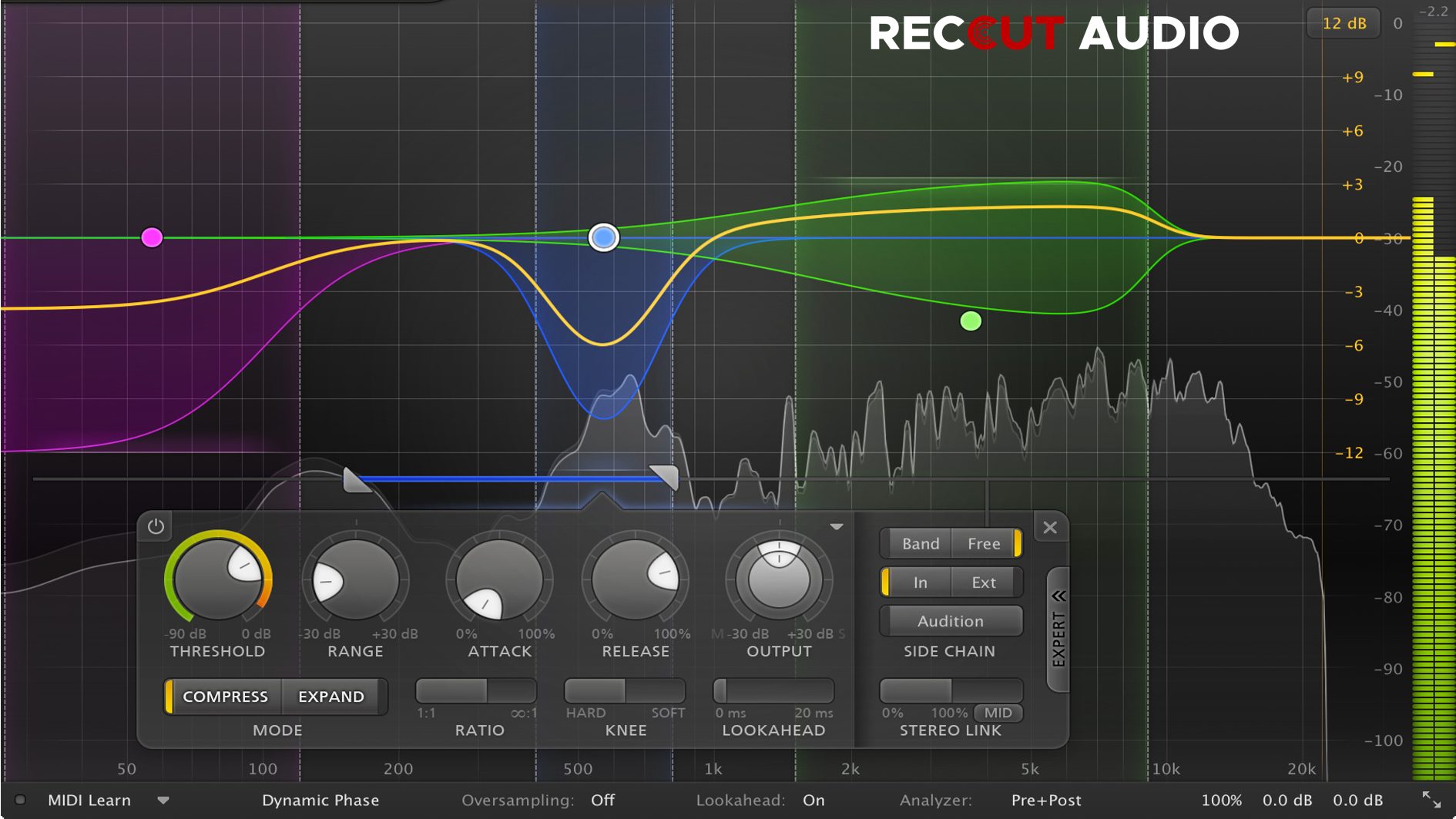
Abbildung: FAB-FILTER PLUG IN (IN DER DAW): MB COMPRESSOR
Umsetzung durch externen Compressor oder durch ein Plug-In (in der DAW)
11.8. DE-ESSER
Ein De-Esser verhindert harte Zischlaute der Stimme (wie „S“ oder „SCH“). Das Problem von Zischlauten entsteht meist durch „nicht perfektes“ Mastering. Da aus ästhetischen Gründen beim Mastering oft hohe Frequenzbereiche (ca. 7 kHz bis 11 kHz) angehoben werden, um der Stimme mehr Präsenz zu geben, entstehen diese überproportional verstärkten Effekte. Diese Effekte werden durch Anwendung von einem „Kompressor“ meist noch verschlechtert. Durch die eingesetzte IRIAA-EQ-Kennlinie wird der Effekt noch weiter verstärkt. Der Einsatz eines De-Essers ist bei „nicht perfektem“ Mastering der Musikaufnahme unumgänglich. Dabei werden zunächst Frequenzbereiche getrennt, zu laute Abschnitte im mittleren und oberen Frequenzbereich komprimiert und dann die getrennten Frequenzbereiche wieder zusammengefügt.

Abbildung: De-Esser komprimiert zu laute Abschnitte
Ein De-Esser ist technisch gesehen eine spezialisierte Form des Compressors – kein Limiter.
Warum?
Ein De-Esser arbeitet frequenzabhängig:
Er erkennt Zischlaute (S-Laute, scharfe „T“ und „Sh“), meist im Bereich 5–10 kHz.
Sobald diese Frequenzen einen bestimmten Threshold überschreiten, reduziert er nur diesen Bereich im Pegel.
Die Funktionsweise ist also identisch mit einem Compressor:
Threshold, Ratio, Attack, Release – nur eben auf ein begrenztes Frequenzband angewendet.
Vergleich:
Compressor: Reguliert Pegelverhältnisse breitbandig oder auf Wunsch mit Sidechain.
De-Esser: Compressor, der gezielt ein Frequenzband (S-Laute) dämpft.
Limiter: Bremst alle Pegelspitzen knallhart ab.
Umsetzung durch externen De-Esser oder durch ein Plug-In (in der DAW)
Je qualitativer der Verstärker, desto qualitativer ist der Schnitt. Das besondere bei einem Verstärker für Schallplattenschnitt ist, dass er eine hohe Leistung benötigt und diese hohe Leistung rasch (ohne Zeitverzögerung) zur Verfügung stellen kann. Obwohl die Spulen im Cutterhead nur 10W, 20W oder 40W Lautsprecherspulen besitzen, benötigt die Endstufe etwa 300W.
Wenn ein Lautsprecher z.B.: 15W seiner Leistung bei 1kHz wiedergibt, so benötigt er bei doppelter Frequenz auch die doppelte Leistung. Also bei 2kHz etwa 30W; bei 4kHz etwa 60W; bei 8kHz etwa 120W und bei 16kHz etwa 240W! Folglich werden für 20kHz etwa 300W benötigt.
Natürlich sind 300W für einen 15W Lautsprecher eine sehr hohe Belastung, auch wenn Sie nur sehr kurz anliegen, was den Lautsprecher stark aufheizt. Die Neumann-Schneidegeräte in den 80er-Jahren hatte dafür eine Heliumkühlung der Lautsprecher, um 18kHz (bis max. 20kHz) schneiden zu können (und waren an Ihren Grenzen). Daher wird meist „nur“ bis 14kHz (16kHz) geschnitten.
13. HERSTELLUNG VON EINZELSTÜCKEN UND KLEINSERIEN
Bei Kleinserien (ca. 1-100 Stück) wird in den Plattenrohling in Echtzeit (Seiten A und B) geschnitten und die geschnittene Platte kann direkt am Plattenspieler abgespielt werden.
Lackbeschichtete Platten sind dafür nicht geeignet, da sie an der Oberfläche zu weich sind. Die Nadel des Plattenspielers würde die Platte nach wenigen Spielzyklen zerstören und auch die Abspielnadel wird durch den Lack der Oberfläche verkleben und damit zerstört.
Nach dem zerstörerischen Brand im Apollo-Werk, dem Hersteller für 80% der weltweiten Lackrohlinge, sind diese Rohlinge nur schwer zu bekommen ist und relativ teuer.
Darüber hinaus wären Lackrohlinge für den Direktschnitt auch unwirtschaftlich, weil nur eine Seite bespielbar ist.
Daher wird auf PETG oder PVC Kunststoff geschnitten.
Die Vorteile sind die Kosten (entsprechend der Größe etwa zwei bis fünf Euro je Stück) und eine Haltbarkeit wie bei Vinylschallplatten. (Sonderformen und Sonderfarben sind geringfügig teurer).
Der Nachteil ist, dass wegen der höheren Härte des Kunststoffes viel aufwendiger und schwieriger zu schneiden ist. Wegen der Oberflächenhärte ist eine effektivere Absaugung des härteren (und statisch aufgeladenen) Schneidefadens notwendig. Auch ein härterer und teurer Diamantstichel statt eines Saphirstichel wird benötigt. Statische Aufladungen durch Diamantstichel sind aufwendiger zu vermeiden. Die stillen Stellen sind etwas lauter als bei Lackschnitten und gepressten Vinylplatten.
kann mit dem FP9 Einzelstücke und Kleinserien herstellen.
14. HERSTELLUNG VON GROSS-SERIEN
Für Großserien kommt aus wirtschaftlichen Gründen nur der Weg über ein Plattenpresswerk in Frage. Die Herstellung von Schallplatten in Großserien ist sehr aufwendig und wird auch heute noch genauso wie vor 60 Jahren durchgeführt.
Der Prozess teilt sich in folgende Schritte
14.1. Herstellung eines Lackrohlings
Auf eine dünne Aluminiumplatte wird einseitig eine spezielle Lackschicht aufgetragen. Dabei ist die Oberfläche absolut glatt. Der Rohling besitzt eine Mittellochbohrung und für Schneidemaschinen, die mit einem Mitnehmerdorn versehen sind, ist eine zweite Bohrung vorhanden.
14.2. Herstellung der Masterplatte
Im Schneidestudio wird das Tonsignal aufbereitet und mit einem Stichel des Schallplattenschneidegerätes in den Rohling geschnitten. Da nur eine Seite des Lackrohlings genutzt werden kann, wird für die B-Seite der Platte in einen zweiten Rohling geschnitten. Danach wird von einem Schneidemeister der Rohling optisch und akustisch geprüft und mit sehr spitzen Werkzeug unter dem Mikroskop eventuelle Fehler manuell ausgebessert.
kann mit dem FP9 Lackrohling-Schnitte herstellen. Dazu muss der Diamantstichel durch einen Saphir Stichel ersetzt werden.
14.3. Galvanisierung des Masters
Da die Lackrohling-Oberfläche nicht leitend ist, wird eine dünne Silberschicht aufgetragen und gereinigt. Danach wird der Master, der als Kathode wirkt, in ein Nickelbad zur Galvanisierung gebracht. Dabei bildet sich eine Dunne Nickelschicht auf der Rillenfläche. Nach der Trennung der Nickelfolie vom Master erhält man den sogenannten Vaterabdruck des Masters. Dieser Vorgang muss für beide Rochlinge (Seite A und B) durchgeführt werden. Danach ist der Lackrohling für weitere Abdrücke unbrauchbar. Theoretisch könnte man mit der Vater-Matrize bereits Platten pressen. Da eine solche Matrize aber für maximal 400 Plattenpressungen geeignet ist (da dann Qualitätsverluste auftreten), müssen mehrere Matrizen angefertigt werden.
14.4. Abformen durch Galvanisierung
Weitere Galvanisierungsprozesse müssen folgen, um eine ausreichende Stückzahl an Pressmatrizen für 4000 Platten (typische Auflagestärke eines durchschnittlichen Musikalbums) zu erhalten. Entsprechend werden von der Vatermatrize eine Mutter (bei mehr als 4000 Auflagen auch mehrere Mütter) nach dem gleichen Prinzip galvanisiert. Die Muttermatrize ist dann wieder eine Positivform wie die Masterplatte.
Für den Erhalt einer Negativform werden wieder im gleichen Ablauf galvanisch mehrere Söhne hergestellt. Jeder dieser Söhne kann etwa 400 Platten verlustfrei pressen.
14.5. Pressen von Vinylplatten
Nachdem aus Vinylgranulat unter Wärme eine zähe Masse entsteht, wird diese zu kleinen Pucks (etwa der Größe eines Eishockeypucks) hergestellt. Die Hochleistungspresse wird mit den Söhnen bestückt, wobei die Matrizen der Seiten A und B auf die Pressplatten oben und unten aufgebracht werden. Danach wird der Vinylpuck in die Presse gelegt. Dabei werden die Plattenetiketten aus speziellem Papier ebenfalls mittig in die Presse gelegt. Unter hoher Temperatur von etwa 150 Grad und einem Druck von mindestens 200 Bar, wird das Vinyl zu Schallplatte gepresst. Abschließend wird die gepresste Platte noch in der Presse rasch abgekühlt und von einem Schneidewerkzeug von den Pressrändern befreit.
Danach werden die Schallplatten noch in Hüllen und Plattencover gesteckt und zur Auslieferung verpackt.
14.6. DMM (Direct Metal Mastering) in Kupferplatten
In den 80er Jahren wurde das DMM Verfahren eingeführt. Dabei wird mit spezielle Schallplattenschneidemaschinen nicht in Lack-, sondern in Kupferrohline geschnitten. Der große Vorteil besteht im verkürzten Fertigungsprozess. So sind die zahlreichen Einsparungen im Galvanisierungsprozess ein Vorteil. Da aus einem Kupferrohling acht bis zehn Negativformen verlustfrei hergestellt werden können, sind die meisten Aufträge mit einem Kupferrohling durchführbar.
Mit dem CH9 kann kein Kupfer geschnitten werden. Dies erfordert ein spezielles Verfahren und ein anderes Schneidkopfdesign.
14.7. Einsparungen im Herstellungsprozess durch DMM Rohlinge
Da das Kupfer bereits leitend ist, ist die Aufbringung einer Silberschicht nicht mehr notwendig. Ebenfalls entfallen die Herstellungsschritte von Vater- und Muttermatrizen. Es können somit gleich die Söhne im Galvanikbad hergestellt werden.
Der restliche Prozess ist ident wie oben beschrieben.
15. DAW (Digital Audio Workstation)
DAW steht für Digital Audio Workstation. Es handelt sich um eine Software, mit der du Musik produzieren, bearbeiten, aufnehmen, abmischen und mastern kannst – also im Grunde alles, was mit der Musikproduktion am Computer zu tun hat.
15.1. Wofür braucht man eine DAW?
Eine DAW ist das zentrale Werkzeug für Musikproduzenten, Tontechniker und Komponisten. Du brauchst sie z. B. für:
- Aufnahme Audio aufnehmen – z. B. Gesang, Instrumente oder Podcasts
- Komposition Musik schreiben mit MIDI (virtuelle Instrumente steuern)
- Bearbeitung Schneiden, verschieben, korrigieren von Audio & MIDI
- Mixing Lautstärke, Effekte, Panorama etc. einstellen
- Mastering Finale Klangbearbeitung für Veröffentlichung
- Beats bauen Samples, Loops und virtuelle Drums verwenden
15.2. Beispiele für bekannte DAWs
Ableton Live
Stärken: Intuitiver, loop-basierter Workflow, großartig für Live-Auftritte, viele kreative Werkzeuge
Schwächen: Klassische Audio-Editing-Funktionen weniger tiefgehend
Geeignet für: Elektronische Musik, Live-Acts, DJs
FL Studio
Stärken: Sehr anfängerfreundlich, stark für Beatmaking & elektronische Genres, viele Plugins
Schwächen: Weniger beliebt für Aufnahmen & komplexe Audioworkflows
Geeignet für: Hip-Hop, EDM, Anfänger, Beatmaker
Logic Pro
Stärken: Umfangreiche Sounds & Plugins, gute MIDI-/Audio-Integration, fairer Preis
Schwächen: Nur für macOS verfügbar
Geeignet für: Songwriting, Produzenten, Komponisten
Cubase
Stärken: Sehr stark in MIDI, Orchestrierung & Filmmusik, umfangreiche Funktionen
Schwächen: Etwas komplex, relativ teuer
Geeignet für: Komponisten, Film/TV, professionelle Studios
Cubase Pro 10
Stärken: Hochprofessionelle Version mit erweitertem Mixer, Audio-Alignment & Noteneditor
Schwächen: Teuer, steile Lernkurve
Geeignet für: High-End-Studios, Filmmusik, Profis
Pro Tools
Stärken: Industriestandard für Aufnahme & Mix, sehr zuverlässig
Schwächen: Teuer, steile Lernkurve, weniger kreativ ausgerichtet
Geeignet für: Tonstudios, Mixing- & Mastering-Engineers
Studio One
Stärken: Moderner Workflow, Drag & Drop, schnelle Bedienung, Allrounder
Schwächen: Weniger Unterstützung von Drittanbietern als ältere DAWs
Geeignet für: Allrounder, Heimstudios, moderne Produzenten
Bitwig Studio
Stärken: Innovatives Sounddesign, modulare Struktur, großartig zum Experimentieren
Schwächen: Noch nicht weit verbreitet, teilweise kleine Community
Geeignet für: Sounddesigner, experimentelle Musik
Reason
Stärken: Kreatives „Rack“-Konzept, viele eigene Instrumente, flexibel
Schwächen: Workflow manchmal umständlich, weniger auf Aufnahme ausgerichtet
Geeignet für: Elektronische Musik, Sounddesign
Reaper
Stärken: Sehr günstig, extrem anpassbar, läuft auch auf schwacher Hardware
Schwächen: Benutzeroberfläche wirkt roh, viel Einrichtung nötig
Geeignet für: Heimstudios, Indie-Produzenten, Tontechniker
Audacity
Stärken: Kostenlos, sehr leichtgewichtig, ideal für schnelle Aufnahmen & Audio-Bearbeitung
Schwächen: Keine MIDI-Unterstützung, eingeschränkte Mixing-/Mastering-Funktionen
Geeignet für: Anfänger, Podcaster, schnelle Audio-Edits
Cakewalk (by BandLab)
Stärken: Voll ausgestattete, kostenlose DAW, gute MIDI- & Audiofunktionen, ProChannel-Mixing
Schwächen: Nur für Windows verfügbar, kleinere Community
Geeignet für: Windows-Nutzer, Anfänger mit professionellen Ambitionen
15.3. Warum ist eine DAW so wichtig?
Weil sie alle Werkzeuge bietet, die man früher in teuren Tonstudios gebraucht hat – heute kannst du das alles am eigenen Laptop erledigen, oft sogar mit kostenlosen Programmen (wie Cakewalk, Tracktion, LMMS, GarageBand usw.).
15.4. DAW Plugins
Plugins für eine DAW sind Zusatzprogramme, die du innerhalb der DAW benutzt, um den Klang zu erweitern, zu verändern oder zu erzeugen.
Stell dir deine DAW wie ein Tonstudio vor – Plugins sind die Geräte, die du in dein Studio stellst, z. B. virtuelle Synthesizer, Effekte, Equalizer oder Kompressoren.
Arten von Plugins : Es gibt zwei Haupttypen:
Instrumenten-Plugins (VSTi / AU Instruments / AAX Instruments)
Diese erzeugen Sound – z. B. virtuelle Klaviere, Synthesizer, Drums.
Effekt-Plugins (VST / AU / AAX Effects)
Diese verändern den Klang von Audiospuren oder Instrumenten.
Beispiele:
- Effekt Beschreibung
- EQ (Equalizer) Bestimmte Frequenzen lauter/leiser machen
- Compressor Lautstärkeunterschiede ausgleichen
- Limiter Pegelbegrenzung, um Clipping zu vermeiden
- Reverb Räumlichkeit/Hall hinzufügen
- Delay Echoeffekte erzeugen
- Distortion/Saturation Sound „anzerren“ oder „wärmer“ machen
Wie bekommt man Plugins?
In deiner DAW sind oft viele Plugins schon enthalten
Es gibt kostenlose Plugins (z. B. von Spitfire Audio, Valhalla, TAL, Kilohearts, u. v. m.)
Kommerzielle Plugins sind oft leistungsfähiger oder spezieller (z. B. von FabFilter, iZotope, Native Instruments, Waves)
Warum braucht man Plugins?
- Um bessere Sounds zu erzeugen
- Um mehr Kontrolle über den Mix zu haben
- Um kreative Klangverfremdungen zu machen
- Um den Workflow individuell anzupassen
16. DAC (Digital-to-Analog Converter)
Ein DAC wandelt digitale Audiodaten (z. B. MP3, WAV, FLAC) in ein analoges Signal um, das über Lautsprecher, Kopfhörer oder Verstärker hörbar gemacht werden kann.
16.1. Wofür braucht man einen DAC?
Digitale Musik (z. B. von deinem PC, Smartphone, Musikplayer) besteht aus Binärdaten (0 und 1). Aber:
Lautsprecher & Kopfhörer brauchen ein analoges Signal, um Schall zu erzeugen.
Daher braucht jedes Abspielgerät einen DAC, um Musik hörbar zu machen.
16.2. Wann lohnt sich ein externer DAC?
Ein externer DAC kann Sinn machen, wenn du:
- Besseren Klang willst als mit dem eingebauten DAC deines PCs oder Smartphones
- Hochwertige Kopfhörer nutzt, die empfindlich auf Störungen oder schlechte Signalqualität reagieren
- Hochauflösendes Audio (Hi-Res) hören möchtest
- Musik produzierst und auf präzise Klangwiedergabe angewiesen bist
16.3. Unterschiede zwischen einfachen und hochwertigen DACs:
Einfacher DAC (z. B. im Laptop):
- Kann rauschen oder verzerren
- Begrenzte Audioqualität
- Günstig, aber oft mittelmäßig
Hochwertiger externer DAC
- Sehr saubere Klangwiedergabe
- Unterstützt Hi-Res Audio
- Teurer, aber deutlich besser
16.4. DAC vs. Audio Interface
- Ein DAC ist oft nur für die Wiedergabe zuständig.
- Ein Audio Interface hat meistens einen DAC + ADC (Analog-zu-Digital-Wandler) – also zum Aufnehmen UND Abspielen geeignet.
16.5. Fazit:
Ein DAC ist unerlässlich, um digitale Musik hörbar zu machen.
Meistens ist einer eingebaut – aber wenn du Wert auf Klangqualität legst, lohnt sich ein externer, hochwertiger DAC.
17. AUDIO INTERFACE
Ein Audio Interface ist ein externes Gerät, das als Bindeglied zwischen deinem Computer und professioneller Audio-Hardware dient – also Mikrofone, Instrumente, Studiomonitore oder Kopfhörer.
17.1. Wofür braucht man ein Audio Interface?
Ein Audio Interface ist dafür da, um:
Audio in den Computer aufzunehmen
z. B. Mikrofone oder E-Gitarren anschließen
analoge Signale in digitale Daten umwandeln (ADC – Analog to Digital Converter)
Audio vom Computer in guter Qualität wiederzugeben
- B. an Kopfhörer oder Studiomonitore
- digitale Daten zurück in analoge Signale wandeln (DAC – Digital to Analog Converter)
17.2. Was kann ein Audio Interface, was der PC nicht kann?
Standard-PC oder Laptop
- Eingebaute Soundkarte mit eher einfacher Qualität
- Meist nur Mikro-Klinke als Eingang
- Kaum geeignet für Musikproduktion
- Hohe Latenz bei Aufnahme
Audio Interface
- Hochwertige Wandler für bessere Aufnahme- & Wiedergabequalität
- XLR, Klinke, MIDI, Line-In/Out, etc
- Speziell für Musiker:innen, Produzent:innen, Podcaster etc
- Geringe Latenz, z. B. bei Echtzeitmonitoring
17.3. Was ist alles an einem Audio Interface dran?
Ein typisches Interface hat:
- XLR-Eingänge für Mikrofone
- Klinkeneingänge für Instrumente (Gitarre, Keyboard)
- Kopfhörerausgang
- Line-Outs für Studiomonitore
- Phantomspannung (48V) für Kondensatormikrofone
- Gain-Regler zur Lautstärkekontrolle beim Aufnehmen
- USB / Thunderbolt / Audio over IP zum Anschluss an den Computer
17.4. Wer braucht ein Audio Interface?
Musiker:innen & Produzent:innen: Um Gesang, Instrumente oder Beats in Profiqualität aufzunehmen
Podcaster:innen & Streamer:innen: Für klaren Mikrofonklang & Live-Monitoring
Tontechniker:innen & Sounddesigner:innen: Um präzise zu mischen, aufzunehmen & zu bearbeiten
MIDI-User (z. B. Keyboardspieler): Viele Interfaces bieten auch MIDI-Ein- und Ausgänge
17.5. Audio interface ≠ Soundkarte
- Eine Soundkarte ist intern (im PC eingebaut) und oft auf einfache Wiedergabe beschränkt.
- Ein Audio Interface ist extern, deutlich hochwertiger und bietet viel mehr Anschlüsse und Funktionen für professionelles Arbeiten mit Audio.
17.6. Fazit:
Ein Audio Interface brauchst du, wenn du professionell aufnehmen oder hochwertig abhören willst – egal ob du Musik machst, podcastest oder Videos vertonst.
Es ist quasi das Herzstück jedes Home- oder Projektstudios.
18. SIGNALWEGE
Der Signalweg vom Musiker bis zur Schallplatte umfasst viele technische und kreative Schritte – vom ersten Ton im Studio bis zum physischen Schnitt auf die Schallplatte.
Hier ist der komplette Signalweg in sinnvoller Reihenfolge und vereinfacht erklärt:
18.1. Musiker spielt/singt im Studio
Der Musiker erzeugt akustische Schallwellen, z. B. mit Stimme, Gitarre, Schlagzeug oder anderen Instrumenten.
18.2. Mikrofon nimmt das akustische Signal auf
- Das Mikrofon wandelt Schall in ein analoges elektrisches Signal.
- Bei E-Gitarre oder Synthesizern kann das Signal auch direkt als elektrische Spannung über Klinkenkabel kommen (DI-Signal).
18.3. Preamp (Mikrofonvorverstärker)
- Das elektrische Mikrofonsignal ist sehr schwach.
- Der Preamp (im Audio Interface oder Mischpult) verstärkt es auf ein nutzbares Niveau (Line Level).
18.4. Analoges Signal wird bearbeitet (optional)
Optionales Routing durch analoge Effekte:
- EQs
- Kompressoren
- Reverbs (Hallgeräte)
- Limiter
Oder per Patchbay an externe Geräte weitergeleitet.
18.5. 1.41. Analog-Digital-Wandlung (ADC) → Aufnahme in DAW
- Das analoge Signal wird im Audio Interface oder AD-Wandler in ein digitales Signal (Binärdaten) umgewandelt.
- Die DAW (Digital Audio Workstation) zeichnet die Audiodaten auf (z. B. Pro Tools, Cubase, Logic).
18.6. Editing & Mixing in der DAW
Editing: Schneiden, Korrigieren, Tuning (z. B. Autotune)
Mixing: Alle Spuren werden klanglich ausbalanciert: Lautstärke, Panorama (Stereo), Effekte (Delay, Reverb), EQ, Dynamikbearbeitung
Ergebnis: Stereo-Mixdown (oft als WAV-Datei)
18.7. Mastering
Der fertige Mix wird klanglich optimiert, damit er:
- auf allen Wiedergabesystemen gut klingt,
- laut genug ist (Loudness-Anpassung),
- konsistent mit anderen Songs ist,
- technische Vorgaben (für Vinyl, Streaming etc.) erfüllt.
Ergebnis: gemasterte Stereo-Datei – z. B. 24 Bit / 96 kHz WAV
18.8. Mastering for vinyl records
Das Mastering für Schallplatten (Vinyl) hat einige klare Besonderheiten, die sich direkt aus den physikalischen Eigenschaften des Mediums ergeben.
Diese Besonderheiten betreffen Frequenzen, Dynamik, Stereobild, Lautstärke und Spielzeit.
Besonderheiten beim Mastering für Schallplatten:
Geringere Lautheit
- Schallplatten vertragen keine extrem lauten Master wie bei Streaming.
- Zu hoher Pegel = breitere Rille, was weniger Spielzeit erlaubt oder sogar Verzerrung verursacht.
- Ziel: Ausgewogene Lautstärke, nicht maximale.
Bass muss in Mono sein
- Tiefe Frequenzen (< 150 Hz) müssen zentriert (mono) sein.
- Grund: Tiefer Stereo-Bass bringt seitliche Nadelbewegung → kann zum Springen der Nadel führen.
- Lösung: Bass-Mono-Summing oder Mid/Side-Bearbeitung im Mastering (EEQ Elliptischer Equalizer).
Phase-Probleme im Tiefbass vermeiden
- Out-of-phase-Bass (z. B. durch Hall, Stereo-Effekte) kann unstabile Rillen verursachen.
- Kontrolle durch Phasenanalyse oder Vinyl-spezifische Plugins (z. B. bx_control V2, VUMT deluxe etc.).
Keine übertriebenen Höhen / Sibilanten
- Scharfe „S“-Laute (Sibilanz) oder aggressive Hi-Hats können auf Vinyl zischen, verzerren oder die Nadel auslenken.
- Lösung: Einsatz von De-Essing oder Absenkung über 8–10 kHz.
Begrenzte Spielzeit pro Plattenseite
Je länger die Seite, desto leiser und mit weniger Bass muss geschnitten werden.
- Richtwerte:
- 12″ LP bei 33 rpm: ca. 18–22 Minuten pro Seite bei gutem Pegel
- 7″ Single bei 45 rpm: ca. 4–6 Minuten pro Seite
- Zu viel Inhalt = Qualitätsverlust oder unspielbare Platte
Weniger Kompression / Limiting
Vinyl liebt Dynamik – zu viel Brickwall-Limiting kann:
- Schneidprobleme verursachen
- Das Material „gequetscht“ klingen lassen
Idealerweise: sanfte Kompression, keine extremen Lautheits-Werte (wie bei Streaming)
Besondere Masterdatei liefern
Empfohlenes Format:
- 24 Bit WAV
- 1–96 kHz
- Kein Dither, kein Limiter-Clipping
Headroom von ca. -3 dBFS für den Schneidtechniker ist üblich
Reihenfolge der Songs beachten
Innenrillen (letzte Tracks einer Seite) klingen schlechter wegen geringerer Auflösung.
Deshalb:
- Laute / komplexe Tracks nach außen
- Ruhige / leisere Songs nach innen
Mastering wird oft für Vinyl angepasst
Manche Künstler:innen machen ein eigenes Vinyl-Master, das sich vom Streaming-Master unterscheidet.
Es wird gezielt weniger laut, weniger komprimiert und mehr auf Stabilität hin gemastert.
18.9. Digital-Analog-Wandlung (DAC) fürs Schneiden
- Vor dem Schallplattenschnitt muss das digitale Master wieder in ein analoges Signal umgewandelt werden.
- Dies geschieht mit einem hochwertigen DAC, oft im Studio des Mastercutters.
18.10. Schneidverstärker & Schneidkopf (Mastering-Lathe)
- Das analoge Signal wird an den Schneidverstärker weitergeleitet.
- Dieser steuert den Schneidkopf, der Vibrationen in eine Lackfolie (Lacquer Disc) schneidet.
- Das ist der physische Schnitt der Audiodaten in eine spiralförmige Rille – das erste Master der Schallplatte.
18.11. Closed Loop bei Feedback Cutterhead
Die Funktionsweise des Closed-Loop-Systems bei einem Feedback-Cutterhead (also einem Schneidkopf mit Rückkopplung) ist ein zentraler Bestandteil moderner Schallplattenproduktion mit hoher Klangqualität. Ein entsprechender Feedback Compensation Amplifier wird dabei benötigt.
Was ist ein Feedback-Cutterhead?
Ein Cutterhead ist der Teil der Schneidanlage, der die Rille in die Lackfolie (Lacquer Disc) schneidet – also das „Herzstück“ beim Vinyl-Mastering.
Ein Feedback-Cutterhead nutzt ein Closed-Loop-System (Regelkreis), um den Schneidvorgang kontrollierter und präziser zu machen.
Grundprinzip: Closed Loop / Rückkopplung
Das Problem bei offenen Systemen (Open-Loop):
- Bei reinen „Drive-only“ (open-loop) Cutterheads wird das Audiosignal an die Spulen geschickt, die die Schneidnadel bewegen.
- Aber: Es gibt keine Kontrolle darüber, wie genau sich die Nadel tatsächlich bewegt.
- Ergebnis: Nichtlinearitäten, Verzerrungen, geringere Präzision.
Lösung: Feedback-System (Closed-Loop)
Ein Feedback-Cutterhead verwendet zusätzliche Spulen (Sensorspulen), um die tatsächliche Bewegung der Schneidnadel zu messen.
Das nennt man elektromechanische Rückkopplung.
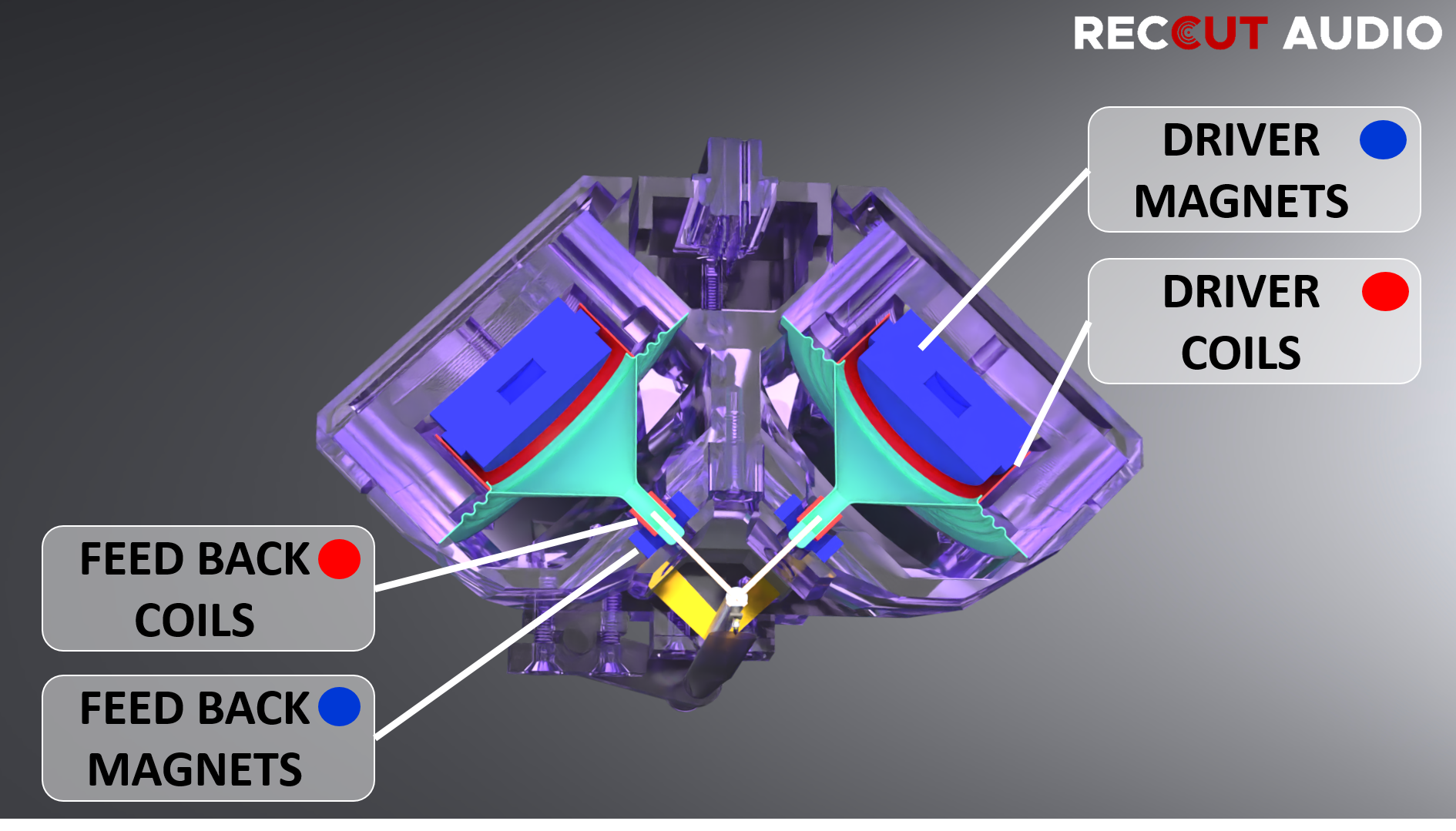
Abbildung: RECCUT AUDIO - CH9-CUTTERHEAD Röntgenbild mit Treiber- und Rückkopplungsspulen
Die Bauteile des Feedback-Cutterheads:
- Drive Coils (Antriebsspulen): Wandeln Audiosignal in mechanische Bewegung
- Stichel (Cutting Stylus): Schneidet Rille in die Lackfolie
- Sensorspulen: Messen die tatsächliche Bewegung des Stichels
Der Schneidkopf CH9 ist ein Feedback-Schneidkopf für den geschlossenen Regelkreis.
Die Bauteile des Feedback-Cutterheads:
- Drive Coils (Antriebsspulen): Wandeln Audiosignal in mechanische Bewegung
- Stichel (Cutting Stylus): Schneidet Rille in die Lackfolie
- Sensorspulen: Messen die tatsächliche Bewegung des Stichels
- Feedback-Loop: Vergleicht Soll- und Ist-Bewegung und korrigiert Fehler
- Verstärker-Regelkreis: Reagiert auf Feedback und passt das Signal an
Der Closed-Loop-Verstärker (Feedback Compensation Amplifier)
Ein Closed-Loop-Verstärker (auch: Feedback-Schneidverstärker) für einen Feedback-Cutterhead hat spezielle Ein- und Ausgänge, um sowohl das Audiosignal an den Schneidkopf zu senden als auch das Rückkopplungssignal vom Cutterhead zu verarbeiten.
Das unterscheidet ihn deutlich von einem „normalen“ Verstärker.
Typische Anschlüsse eines Closed-Loop-Verstärkers für Vinyl-Schneidanlagen:
- Audio-Eingang (Line In / Audio In): Eingang für das Master-Audiosignal (z. B. aus dem DAC oder DAW-Ausgang).
- Drive-Ausgänge (Cutting Head Drive / Voice Coil Out): Verstärkte Signale für die Antriebsspulen (Drive Coils) des Cutterheads. Meist 2 Kanäle: links und rechts.
- Feedback-Eingänge (Feedback Coil In / Sense In): Eingänge für das Rückkopplungssignal der Sensorspulen im Cutterhead (Messung der Nadelbewegung).
- Power-Anschluss (Stromversorgung): Hochwertige, stabile Stromversorgung (manchmal externe PSU).
- Ground / Chassis Ground: Gemeinsame Masseverbindung – wichtig zur Vermeidung von Brummschleifen.
- Technische Einstellanschlüsse (je nach Modell): z. B. für Gain, Filter, Kalibrierung, Offset oder Balance – teilweise intern oder über DIP-Schalter einstellbar.
Die FP9-Haupteinheit enthält bereits einen analogen Stereo-Feedback-Kompensationsverstärker (FBCA) mit einstellbarer Verstärkung und Dämpfung. Für die CH9 ist auch ein externer FBCA-Verstärker von RECCUT AUDIO erhältlich (zur Verwendung der CH9 mit anderen Drehmaschinen).
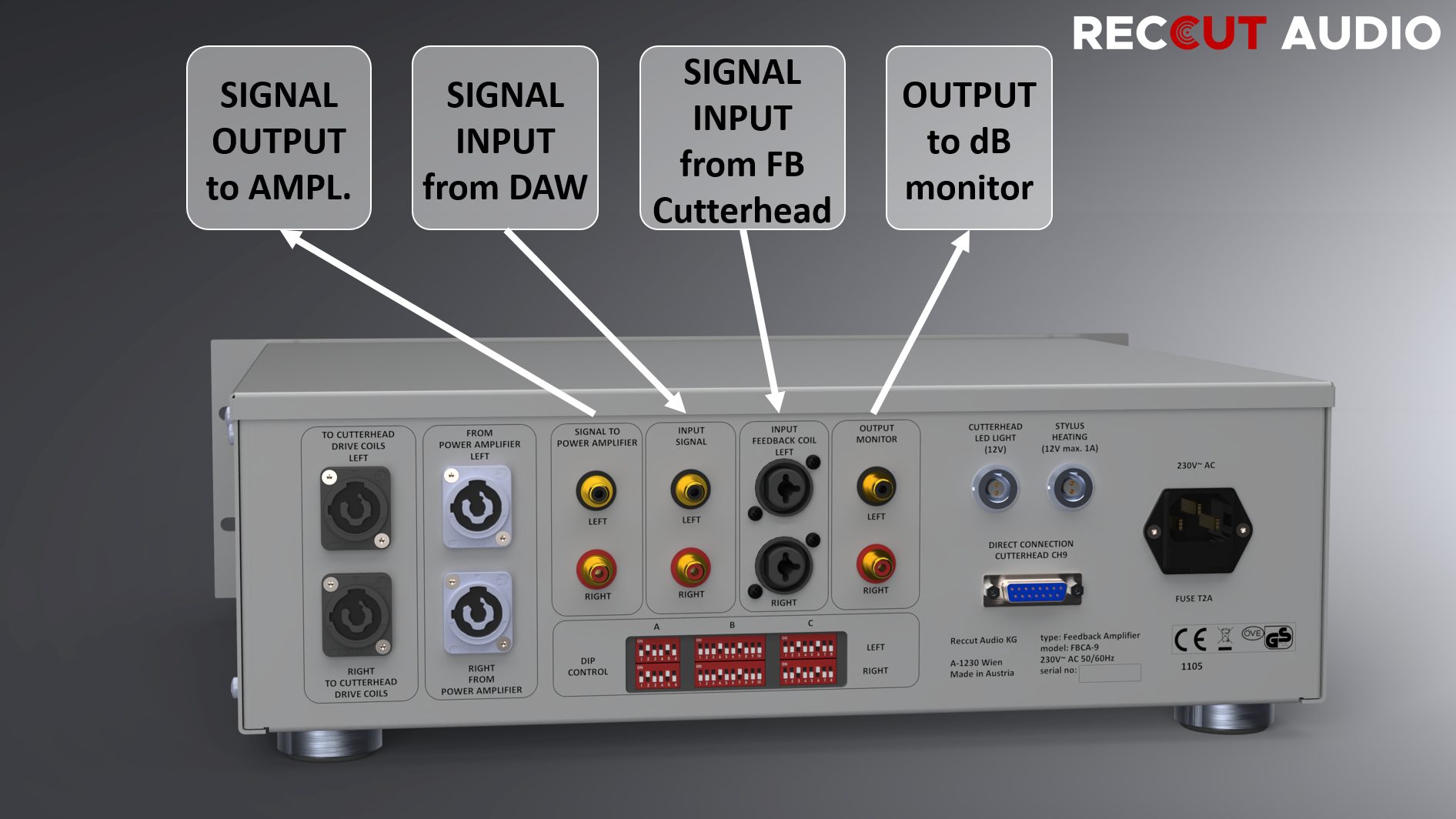
Abbildung: RECCUT AUDIO - FBCA-9-AMPLIFIER Signalanschlüsse auf der Rückseite
Wie funktioniert das Feedback-Prinzip?
Flussdiagramm LR
A [Audio-Eingangssignal] –> B [Audio Signaleingang beim Feedback Verstärker]
C [Audio Signalausgang beim Feedback Verstärker] –> D [Audio Signaleingang beim End-Verstärker]
D [Audio Signalausgang beim End-Verstärker] –> E [Antriebsspulen im Cutterhead]
[Sensorspulen im Cutterhead messen Bewegung]
F [Feedbackspulen im Cutterhead] –> G [Feedback Eingang beim Feedback Verstärker]
[Vergleich mit Originalsignal im FBCA Verstärker] : Geschlossener Kreis (closed loop):
(C [Audio Signalausgang beim Feedback Verstärker] –> D [Audio Signaleingang beim End-Verstärker])
Externes Monitoring:
C [Monitor Signalausgang beim Feedback Verstärker] –> H [Audio Signaleingang beim dB Meter]
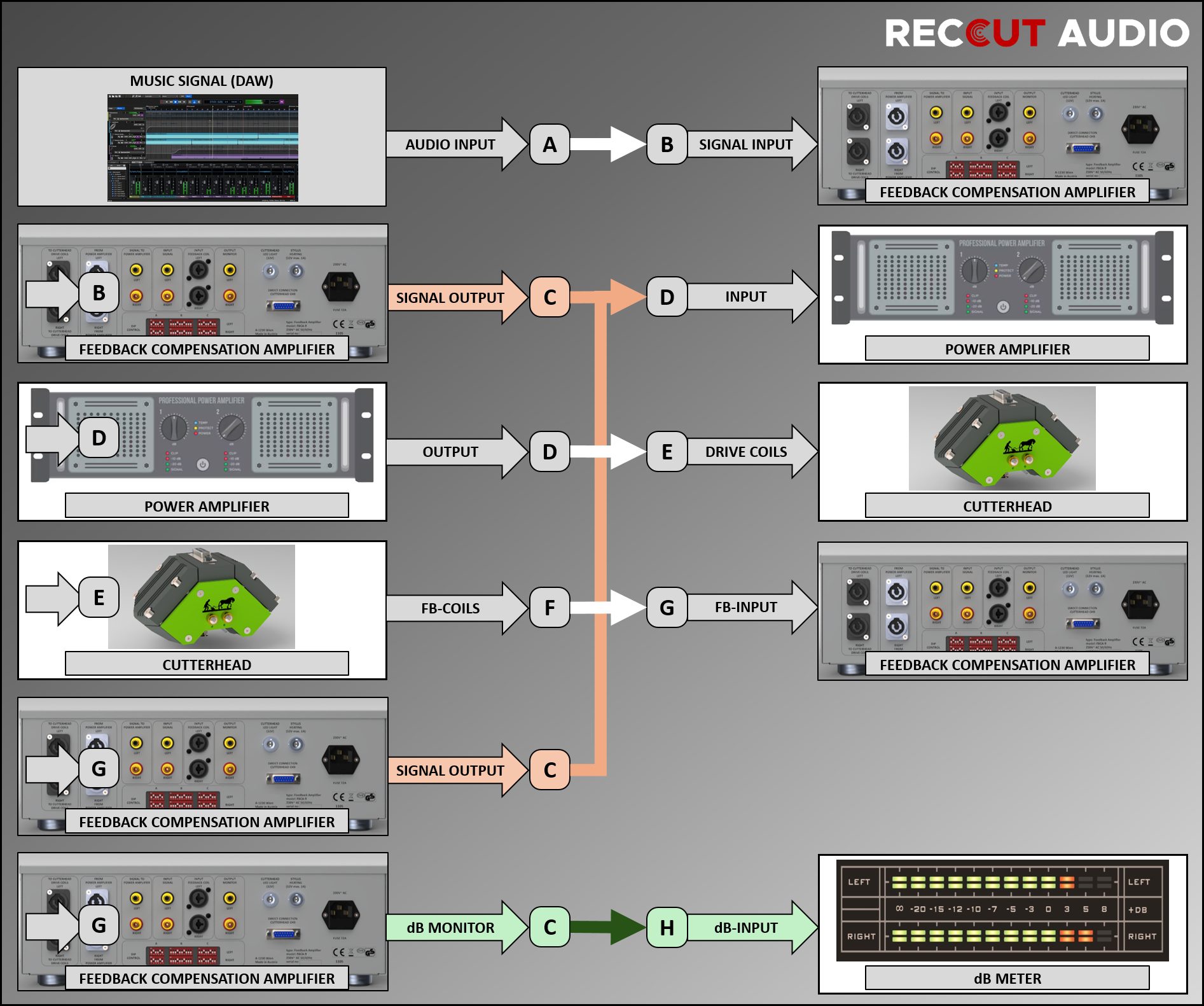
Abbildung: Flussdiagramm
Vorteile des Closed-Loop-Systems:
- Geringere Verzerrung: Die Nadelbewegung wird genau kontrolliert
- Höhere Präzision Schneidkopf korrigiert sich bei kleinsten Abweichungen
- Besserer Frequenzgang Besonders im Bassbereich
- Mehr Klarheit & Detail Vor allem bei leisen Passagen
- Konsistenter Schnitt Ideal für High-Fidelity-Pressungen
Zusammenfassung:
Ein Feedback-Cutterhead nutzt ein Closed-Loop-System, bei dem die tatsächliche Bewegung des Schneidstichels gemessen und zurückgeführt wird.
Dadurch werden Abweichungen korrigiert, was zu einem saubereren, verzerrungsärmeren und exakteren Rillenschnitt führt.
18.12. Vom Lack-Rohling zur gepressten Schallplatte
Beim Direktschnitt fallen die folgenden Schritte weg:
- Die Lackfolie (Lacquer) wird galvanisch zu einer Matrize verarbeitet.
- Diese Matrize dient als Pressform, um Vinylplatten zu vervielfältigen.
18.13. Zusammenfassung als Übersicht:
[Musiker]
→ [Mikrofon]
→ [Preamp]
→ [(evtl.) analoge Effekte]
→ [ADC – Analog-Digital-Wandler]
→ [DAW – Aufnahme & Mixing]
→ [Mastering]
→ [DAC – Digital-Analog-Wandler]
→ [Schneidverstärker]
→ [Closed-Loop-Verstärker]
→ [Schneidkopf schneidet Rille]
Bei Produktion im Schallplatten Presswerk kommen folgende Bereiche dazu:
→ [Lacquer Disc]
→ [Galvanik & Presswerk]
→ [Fertige Schallplatte]